Технология покраски «металликом». Автокраски в Минске
okraska metallikom miniВ силу тех или иных причин количество автомобилей, окрашенных «металликами» растет, но вот страдают в авариях они почему-то точно так же, как и остальные. А ремонтная окраска таких машин предъявляет серьезные требования к квалификации маляра. Главная причина заключается в том, что как ни крути, а металлические частицы, содержащиеся в этих красках, — это все-таки нерастворимые инородные тела, которые в слое краски могут вести себя абсолютно непредсказуемо и своенравно.
Поэтому для успешной работы с металлизированными эмалями маляр должен не только упражняться в нанесении краски, но и изучать теорию — разбираться в важнейших свойствах «металликов» и принципах «поведения» этих красок.
Сегодня вы узнаете
- 1 Прежде чем…
- 2 Инструмент серебряника
- 3 А не посеребрить ли нам… кузов!
- 3.1 Факторы, влияющие на металлик. Толщина слоя и другие
- 3.2 Следите за руками
- 3.
 3 Количество слоев и межслойная сушка
3 Количество слоев и межслойная сушка - 3.4 А не пора бы нанести лак?
- 4 По завершении работ…
 3 Количество слоев и межслойная сушка
3 Количество слоев и межслойная сушкаПрежде чем…
Учитывая то, что каждый человек обладает определенной степенью образного представления того или иного описываемого процесса, а также для того, чтобы придать нашему «техническому» повествованию немного художественного стиля, мы уточним что, как и чем мы планируем красить.
Допустим, у нас пострадал в аварии, а затем был восстановлен и подготовлен к покраске красивый, современный, новый, дорогой, элегантный (думается, достаточно прилагательных, чтобы немного вас напугать) автомобиль, окрашенный светлым серебристым металликом.
Не углубляясь в изначальные нюансы повреждений, ремонта или замены той или иной детали, остановимся на том, что восстановленные кузовные элементы загрунтованы по всей плоскости, тщательно зашлифованы (под металлик это делается абразивным материалом P400-Р500 «по-сухому» или P800-Р1000 «по-мокрому») и предназначены для полной перекраски. Это важно, так как в этом случае серьезно стоит вопрос о точности подбора оттенка эмали, или о необходимости выполнения плавного перехода на соседние элементы.
Это важно, так как в этом случае серьезно стоит вопрос о точности подбора оттенка эмали, или о необходимости выполнения плавного перехода на соседние элементы.
Кстати, для нашего примера неспроста был выбран именно серебристый металлик. Светлые и серебристые цвета содержат очень много алюминиевого зерна и крайне непредсказуемо отражают световые потоки, поэтому по сравнению с темными «металликами», они особенно сложны в ремонтной окраске.
Результат здесь зависит от массы факторов: при каком давлении распылять, соблюдены ли пропорции смешивания с разбавителем, какой толщины слой наносить, какую паузу между слоями выдерживать и т. д.
Серьезные ошибки, допущенные на этапе приготовления или нанесения краски, могут свести все старания маляра на нет, и потребовать после высыхания повторной перешлифовки и перекраски.
Например, если попытаться «сэкономить» и использовать при покраске разбавитель другой фирмы, цвет металлика может существенно уйти!
Дело в том, что фирменные разбавители для металликов специально подбираются так, чтобы за время их испарения алюминиевые частички «утонули» на нужную глубину и правильно распределились в слое краски (от этого зависит ее оттенок). Замена же разбавителя, на, например, более быстроиспаряющийся, может привести к осветлению покрытия и возникновению таких дефектов, как полосы и «облака».
Замена же разбавителя, на, например, более быстроиспаряющийся, может привести к осветлению покрытия и возникновению таких дефектов, как полосы и «облака».
Помочь избежать подобных ошибок позволит внимательное отношение к рекомендациям производителя по применению материалов: пропорции их приготовления, выбор разбавителей, рабочая вязкость, режимы нанесения и т.д.
Для разбавления базы следует использовать только оригинальный разбавитель, а его тип должен соответствовать температуре, при которой будет вестись покраска.
Но будет обидно, если работу придется переделывать не столько из-за причин, зависящих от технологии нанесения краски, сколько из-за собственной неаккуратности. Это могут быть жировые кратеры (плохо обезжирили), грубые вкрапления пыли, особенно под слоем базовой краски (не обдули), пузырьки и другие дефекты.
Чтобы свести к минимуму возникновение подобных неприятностей, перед окраской не забудьте тщательно обезжирить поверхность, а затем произвести пылеудаление с помощью обдува сжатым воздухом и специальной липкой салфетки.
Вернемся к нашему автомобилю. Вот он, родимый: оклеен, обезжирен и готов к покраске.
Можно заливать краску в бачок окрасочного пистолета и… Кстати, о пистолете.
Инструмент серебряника
Современные базовые эмали требуют применения окрасочных пистолетов с низким давлением воздуха на выходе. Дешевые конвенциональные распылители, в широком ассортименте представленные на рынке, здесь плохие помощники. Их высокое давление иногда позволяет получить широкий факел, но при нанесении «выбивает» из материала большое количество растворителя, и краска укладывается на поверхность фактически без него. На металликах это неминуемо приводит к появлению полос и «облаков», особенно на серебристых цветах. Вот, полюбуйтесь…
Если же использовать вместо конвенциональных пистолетов краскопульты более прогрессивных систем (HVLP или LVLP), риск образования подобных дефектов значительно снизится. Низкое давление на выходе у таких распылителей позволяет донести до поверхности достаточное количество растворителя для того, чтобы зерна металлика легли на поверхность в правильном виде.
Не забудьте перед покраской убедиться, что краскопульт обеспечивает достаточно широкий и равномерный по всей ширине окрасочный факел, а отпечаток факела имеет правильные очертания.
Для нанесения базовых эмалей рекомендуется использовать пистолет с диаметром сопла 1,3-1,4 мм. Давление воздуха должно быть точно выставлено непосредственно на пистолете (как правило 2-2,2 бар) и не колебаться в процессе работы. Воздух должен быть очищен от масла и влаги.
«А «металликом» красить умеешь?». Такой вопрос в начале 90-х годов задавали любому маляру, решившему устроиться на автосервис. Сейчас, когда маляры с легкостью справляются с обычным «металликом», к их квалификации предъявляются уже новые требования: в частности, навыки работы со светлым «металликом»
А не посеребрить ли нам… кузов!
В эмалях с металлическим эффектом важнейшую роль играет отражение света. Как известно, в составе этих красок, помимо цветовых, содержатся еще и эффектные пигменты — алюминиевые частицы. Они выполняют роль крошечных непрозрачных зеркал, отражающих падающий свет, что и придает покрытию эффект характерного сверкающего блеска.
Они выполняют роль крошечных непрозрачных зеркал, отражающих падающий свет, что и придает покрытию эффект характерного сверкающего блеска.
Более того, если посмотреть на деталь, окрашенную металликом с разных сторон, то хорошо видно, что этот блеск не постоянен — его интенсивность то убывает, то прибавляется. В самом деле, любой «металлик», в зависимости от угла наблюдения будет выглядеть по-разному: покрытие ярко светится, искрится в некоторой точке, а затем постепенно темнеет при изменении угла обзора (например, когда машина поворачивает). Эти изменения, от светлого к темному и обратно, называются «флоп-эффектом».
Основная и самая сложная задача, стоящая перед маляром при работе с металликом, заключается в том, чтобы правильно «уложить» частицы алюминия в слое краски. От того, как лягут эти частицы, будут полностью зависеть декоративные свойства полученного покрытия.
Если мы сумеем сориентировать эти частицы как нужно, то есть параллельно подложке и друг другу, покрытие в этом случае будет обладать оптимальными оптическими свойствами. Но если «серебро» ляжет в слое краски хаотично, рассеивая свет в разные стороны, это приведет к искажению цвета, нарушению флоп-эффекта и возникновению характерных для металликов «облаков».
Но если «серебро» ляжет в слое краски хаотично, рассеивая свет в разные стороны, это приведет к искажению цвета, нарушению флоп-эффекта и возникновению характерных для металликов «облаков».
Как мы уже говорили, серебристые цвета в этом плане особенно капризны, поскольку они почти не содержат цветовых пигментов. Их цвет, по сути состоит из одного только алюминиевого зерна, ответственного за флоп-эффект. Работа с такими цветами требует от маляра особенной внимательности и ясного понимания поведения алюминиевых частиц в слое краски.
Факторы, влияющие на металлик. Толщина слоя и другие
На ориентацию алюминиевых частиц влияет масса факторов, но все эти факторы так или иначе связаны со скоростью испарения растворителя и глубиной «залегания» алюминиевого зерна в слое краски.
В первую очередь, для равномерного разложения «серебра», следует избегать как слишком мокрого, так и слишком сухого нанесения базы.
В слишком мокром слое растворителя будет больше, а значит испаряться с окрашенной поверхности он будет дольше (то есть толстый слой будет большее время оставаться жидким). В этом случае алюминиевые частицы имеют тенденцию к тому, чтобы «тонуть» в нижнюю часть слоя и перед высыханием ориентируются вертикально по отношению к подложке. Глубоко утонувшее зерно практически перестает отражать падающий на него свет, что приводит к искажению цвета — он темнеет.
В этом случае алюминиевые частицы имеют тенденцию к тому, чтобы «тонуть» в нижнюю часть слоя и перед высыханием ориентируются вертикально по отношению к подложке. Глубоко утонувшее зерно практически перестает отражать падающий на него свет, что приводит к искажению цвета — он темнеет.
И наоборот. Если эмаль попадает на поверхность в слишком сухом состоянии, растворителя в таком слое, наоборот, будет меньше, испарится он быстрее, и зерно не успеет утонуть на положенную глубину и занять правильное положение в слое краски. Оно останется на поверхности слоя, отражая слишком много света, что приведет к осветлению покрытия и потере насыщенности цвета. Кроме того, база, которая легла на поверхность «ежом» приводит к повышенному расходу лака, его неравномерной усадке и понижению блеска после сушки.
Как в первом, так и во втором случае возможно образование полос и «облаков».
Чем толще слой металлика, тем дольше он будет оставаться жидким, тем глубже в нем успеет утонуть зерно и тем темнее будет общий оттенок покрытия. И наоборот.
И наоборот.
В правильно нанесенном слое металлика — слое средней толщины, не сухом, и не жирном — зерна алюминия залегают на положенную, стандартную глубину, ориентируясь параллельно подложке. При этом достигается наилучшее проявление «флоп-эфекта», обеспечивается однородность цвета и хорошая укрывистость эмали.
Все остальные факторы, точно так же как и фактор толщины слоя нужно рассматривать через призму их влияния на скорость испарения растворителя и глубину залегания алюминиевого зерна.
Например:
- При превышении рекомендованного давления распыления из окрасочного факела будет «выбиваться» большее количество растворителя, а значит на окрашенную поверхность его попадет меньше, испарится он быстрее, зерно останется в слое выше, и покрытие приобретет более светлый оттенок.
- Чем ниже вязкость распыляемой краски, тем тоньше получается слой и быстрее его испарение. Соответственно, за более короткое время зерно успеет утонуть на небольшую глубину, и покрытие получится светлее.
- Чем выше температура окружающего воздуха, тем выше скорость испарения растворителя, и тем светлее получится общий оттенок эмали.
- Чем больше расстояние от пистолета до окрашиваемой поверхности, тем большая часть растворителя распыляется, не попав на поверхность. Значит, в слое его останется меньше, он испарится быстрее, и покрытие будет выглядеть светлее.
- Чем быстрее проходы, тем меньше растворителя перенесется на поверхность, и тем светлее будет выглядеть покрытие.
- Чем более быстрый разбавитель используется, тем выше скорость его испарения, а значит зерно в слое останется выше и покрытие будет иметь более светлый оттенок.
И так далее.
Методы влияния на оттенок металлика. Понимание этих взаимосвязей на практике может помочь нивелировать небольшие различия в оттенке и «вытянуть» цвет
На рисунке ниже схематично показано, как влияет глубина залегания алюминиевых частиц на общий оттенок покрытия.
Из схемы видно, что при нормальном расположении зерен наш глаз воспринимает и цвет покрытия, за который отвечают цветовые пигменты, и зерно, равномерно распределенное в слое краски (рис. А).
А).
Если зерно не успело утонуть на положенную глубину и осталось в верхних слоях покрытия, оно закрывает собой цветовые пигменты, и наш глаз улавливает лишь свет, отраженный зерном, из-за чего покрытие воспринимается как более светлое (рис. Б).
Глубоко утонувшее зерно «прячется» за цветовые пигменты и практически не отражает падающего на него света, и наш глаз воспринимает оттенок покрытия как более темный (рис. В).
Следите за руками
При нанесении металлика критично важную роль играет техника распыления. Важно придерживаться правильного положения краскопульта и равномерной скорости движения. Если хоть на секунду приостановить движение и слой краски успеет напылиться толще, чем рядом — полос и «яблок» не миновать.
Держать пистолет нужно строго под прямым углом к окрашиваемой поверхности, иначе, при наклоне, в верхней и нижней частях факела расстояние до поверхности будет разным, а значит в одном месте слой получится толще, в другом — тоньше.
Неравномерность толщины слоя краски приводит к различной ориентации алюминиевых частиц на различных участках слоя. Из-за этого возникает дефект, который обычно называют «облака» или «яблоки»
Из-за этого возникает дефект, который обычно называют «облака» или «яблоки»
Количество слоев и межслойная сушка
Итак, для достижения наилучшего результата окраску металликом следует вести равномерными «полумокрыми» слоями: не сухими, но и не слишком мокрыми. Количество слоев?
Зависит от укрывистости базы, но чаще всего используется классическая технология: 2+1.
То есть наносятся два кроющих слоя (их допускается наносить более мокро), после чего напыляется так называемый капельный слой (он же эффектный, дымчатый, выравнивающий и т.д.) — он нужен для коррекции оттенка и устранения «яблочности».
Капельный слой наносится следующим образом. Понижаем входное давление на пистолете до 1-1,5 атм. (при нажатом курке и без изменения подачи, либо с немного увеличенной подачей) и, после того, как последний слой базы поматовел, с чуть большего расстояния (приблизительно 30 см) напыляем полумокрый капельный слой, который, словно «дождик», должен равномерно и аккуратно покрывать поверхность. После нанесения образовавшиеся капельки быстро растянутся и покрытие станет гладким.
После нанесения образовавшиеся капельки быстро растянутся и покрытие станет гладким.
Обычно 2-3 слоев базы хватает, но для плохоукрывистых цветов иной раз мало не то что трех, а и пяти слоев. В этом случае поможет колеруемый грунт, о котором нужно позаботится заранее.
И не забывайте о межслойной выдержке. Недостаточная пауза может послужить поводом для облачности и других дефектов, поэтому наносите следующий слой базы только после того, как предыдущий стал матовым. Обычно это 5-10 минут (при 20 °C).
А не пора бы нанести лак?
Итак, мы нанесли базовую эмаль, но, тем не менее, выглядит наш автомобиль пока еще довольно убого. Чтобы довести дело до логического завершения, осталось нанести поверх базы прозрачный лак. После этого покрытие станет не только сказочно красивым, но и стойким к внешним воздействиям (база сама по себе не отличается атмосферостойкостью).
В отличие от однослойных металлизированных красок первого поколения, современные «металлики» представляют собой двухслойную систему: поверх базовой эмали нанесен прозрачный лак
Главный вопрос: через сколько можно наносить лак?
Здесь важно, как говорится, не прохлопать момент, поскольку базовая эмаль сохраняет способность «впитывать» последующие наносимые слои строго определенное время. Если это время упущено, межслойная адгезия между базой и лаком будет нарушена, и в процессе эксплуатации лак с пересушенной базы обязательно будет отслаиваться.
Иногда мастера допускают грубейшую ошибку: вечером наносят базу, а лаком покрывают на утро, аргументируя это тем, что краска за ночь наверняка подсохнет. С металликами такой подход в корне неправильный!
Лучше всего при нормальной температуре покрывать базу лаком уже минут через 15-20. Это идеально. За это время из базы улетучатся растворители, она заматовеет, и будет полностью готова принять на себя лак.
Но если покрыть лаком еще жидкий, не испарившийся базовый слой, это может привести к матовению ЛКП, а также проявлению «облаков» (зерна как бы «слипаются», неравномерно отражая свет). Поэтому при низких температурных режимах окраски время выдержки должно быть увеличено (до полного матовения базы).
Поэтому при низких температурных режимах окраски время выдержки должно быть увеличено (до полного матовения базы).
Максимальное время, при котором не происходит нарушение межслойной адгезии между базой и лаком обязательно указывается в технической документации к той или иной эмали. У разных производителей это время может быть разным, но практика показывает, что если мы не покроем базу лаком в течении часа, максимум двух, то максимальной адгезии у нас уже не будет.
Поэтому если вы опоздали, базовый слой должен быть заматирован и перекрашен заново.
Перед нанесением прозрачного лака базовый слой необходимо обработать липкой салфеткой для удаления опыла, пыли и ворса.
По завершении работ…
Есть еще один немаловажный аспект в работе маляра, которому обычно не придают серьезного значения. Это мойка пистолета после работы с металликом. Если делать эту операцию спустя рукава, то в пистолете могут оставаться частицы «серебра», которые потом либо засоряют дюзу и портят форму факела, либо вылетают на поверхность при очередной окраске.
Если делать эту операцию спустя рукава, то в пистолете могут оставаться частицы «серебра», которые потом либо засоряют дюзу и портят форму факела, либо вылетают на поверхность при очередной окраске.
Поэтому по завершении работ нужно позаботиться о чистоте инструмента. Окрасочный пистолет тщательно промывается растворителем и продувается сжатым воздухом. Не жалейте на это сил и времени.
Радуясь от всей души блеску окрашенного после ремонта крыла или капота, да еще и металликом, да еще и серебристым, да еще и без «яблок», да еще и… (простите, увлеклись) поневоле ощущаешь радость владения автомобилем. Да, да! Такой он красивый, блестящий, гладкий, свежий, неподражаемый, совершенный, коррозионноустойчивый, на четырех колесах, пятиступенчатая коробка передач… Простите, опять увлеклись…
https://artmalyar. ru/pokraska/tehnologiya-pokraski-metallikom.html
ru/pokraska/tehnologiya-pokraski-metallikom.html
красим авто в металлик в гаражных условиях, покраска металлик своими руками
Качество покрасочных работ оказывает огромное влияние на внешний вид любого автомобиля. Справедливость данного утверждения особенно подтверждает покраска автомобиля металликом. Использование данной краски делает заметными практически все виды внешних дефектов кузова. Можно ли произвести качественную покраску автомобиля в металлик своими руками?
Технология покраски машины металликом требует последовательного и неукоснительного выполнения каждого этапа. В противном случае вы рискуете зря потратить не только свое время, но и деньги. Данная статья будет посвящена детальному описанию основных этапов нанесения краски металлик на кузов автомобиля в гаражных условиях.
Содержание
- Краска с эффектом металлик
- Основные этапы покраски двухслойной краской
- Подготовительные работы
- Окраска базой
- Покрытие лаком
- Заключение
Краска с эффектом металлик
Вот так выглядит автомобиль окрашенный в металлик.
Краска с эффектом металлик представлена в трех разновидностях:
- Однослойная.
- Двухслойная.
- Трехслойная.
Однослойную краску применяют довольно редко, так как для ее качественного нанесения необходим высокий уровень квалификации и определенное мастерство. Использование трехслойной краски позволяет создать сложные эффекты (белый перламутр, хамелеон и т.д.). Данный тип покрытия характеризуется изменением цвета в зависимости от угла обзора. Технология покраски авто металликом в этом случае предполагает нанесение прозрачного перламутра на выполненную грунт-тонером базу.
Двухслойная краска получила наибольшее распространение и популярность. Покраска авто данным методом в металлик достаточно проста и представляет собой поэтапное нанесение базы и лака. Краска должна наноситься на предварительно обработанную грунтом поверхность. Полировка поверхности позволяет легко устранить возможные дефекты.
Основные этапы покраски двухслойной краской
 Покраска автомобиля металликом, осуществляемая с использованием данной краски своими руками, состоит из следующих основных этапов:
Покраска автомобиля металликом, осуществляемая с использованием данной краски своими руками, состоит из следующих основных этапов:- Подготовительные работы.
- Окраска базой.
- Нанесение лака.
Рассмотрим особенности каждого этапа.
Подготовительные работы
Подготовка окрашиваемых частей автомобиля.
Покраска любого авто металликом включает в себя целый комплекс подготовительных мероприятий, основными из которых являются шпатлевка и грунтовка кузова. При выборе цвета шпатлевки необходимо ориентироваться на будущий цвет автомобиля (они должны совпадать). Части кузова, на которые будет наноситься краска, следует предварительно демонтировать либо оклеить клейкой (малярной) бумагой.
Особенности подготовительного этапа покраски металликом включают в себя обязательное обезжиривание и обдувку всех окрашиваемых элементов. Сначала необходимо продуть весь корпус автомобиля с учетом труднодоступных мест. Только после этого можно приступать к процессу обезжиривания поверхности. Для обезжиривания понадобятся салфетки и антисиликоновая жидкость. После завершения процесса обезжиривания кузов следует насухо протереть чистой салфеткой и еще одни раз произвести обдув.
Для обезжиривания понадобятся салфетки и антисиликоновая жидкость. После завершения процесса обезжиривания кузов следует насухо протереть чистой салфеткой и еще одни раз произвести обдув.
Качественный обдув и обезжиривание оказывают самое непосредственное влияние на конечный результат. Дело в том, что результатом недостаточного обезжиривания может стать плохая сцепка краски и поверхности кузова, а оставшиеся после некачественной обдувки частицы будут заметны на кузове после завершения покраски. Отсутствие мелких частиц пыли может гарантировать использование специальных пылесборных салфеток.
Покраска автомобиля в металлик должна начаться сразу после завершения подготовительных работ. Данное требование уменьшает вероятность повторного загрязнения кузова. Так же не следует прикасаться к обезжиренному кузову автомобиля жирными либо грязными руками.
Окраска базой
Нанесение базового слоя на автомобиль
Покраска вашего авто в металлик в обязательном порядке включает в себя нанесение базового слоя краски, которое следует производить после полной подготовки поверхности. Используемую для этих целей краску необходимо разбавить растворителем. При подборе растворителя учитываются такие нюансы, как температура камеры окрашивания и марка краски.
Используемую для этих целей краску необходимо разбавить растворителем. При подборе растворителя учитываются такие нюансы, как температура камеры окрашивания и марка краски.
Покраска базы металликом, производимая своими руками, предполагает нанесение двух слоев: более сухой и более мокрый. Первый слой (более сухой) не должен содержать подтеков, а наличие полос и пятен допускается. К нанесению второго слоя можно приступать только после того, как первый слой высохнет и приобретет матовый оттенок. Матовый оттенок сигнализирует о том, что с поверхности окрашиваемого элемента произошло испарение растворителя.
Каждый следующий слой краски можно наносить только после полного высыхания предыдущего. Время высыхания составляет от 10 до 30 минут при естественном способе сушки. Конкретное время будет указано в инструкции изготовителя к конкретному типу краски. При необходимости нанесения третьего слоя (если краска не слишком укрывистая) второй слой рекомендуется сделать мокрым. Последний слой наносится с большего расстояния от окрашиваемой поверхности, чем предыдущие. После нанесения последнего слоя необходимо обеспечить сушку при температуре около +20°C в течение получаса.
После нанесения последнего слоя необходимо обеспечить сушку при температуре около +20°C в течение получаса.
Покраска автомобиля в металлик, осуществляемая в гаражных условиях своими руками, не должна предполагать применение метода обдува воздухом для принудительной сушки поверхности. В данном случае процесс сушки, конечно же, существенно ускорится. Однако нужно быть готовым и к тому, что небольшие частички металла, создающие эффект металлик, правильно не погрузятся в базовый слой.
Покрытие лаком
Наносим лак.
Лак, как и краску, следует перед нанесением разбавить растворителем в пропорциях, рекомендованных инструкцией изготовителя. Покраска авто, осуществляемая металликом, включает в себя нанесение 2-3 слоев лака. Основная особенность — каждый последующий слой должен наноситься только после полного высыхания предыдущего.
Для проверки полноты высыхания некоторые мастера используют довольно простой способ — касание поверхности пальцем (в незаметном месте). Отсутствие следов лака на пальце свидетельствует о полном высыхании. Покраска металликом не приемлет спешки и образования подтеков, для удаления которых порой приходится снимать целый слой.
Отсутствие следов лака на пальце свидетельствует о полном высыхании. Покраска металликом не приемлет спешки и образования подтеков, для удаления которых порой приходится снимать целый слой.
Заключение
Самостоятельная покраска машины в гаражных условиях металликом является более сложным и трудоемким процессом, чем покраска обыкновенной эмалью. Однако технология покраски не содержит в себе очень сложных для большинства автолюбителей операций. Успешная и качественная покраска вашего авто металликом возможна только при безусловном соблюдении описанной в данной статье последовательности действий.
Штифты с твердой эмальюи штифты с мягкой эмалью: в чем разница?
Автор: Кортни Драйвер – 21 апреля 2020 г.
Основное различие между этими двумя типами булавок заключается в том, что в процессе нанесения твердой эмали булавка заполняется краской на уровне поверхности. У штифтов из мягкой эмали краска не находится на одном уровне с поверхностью штифта. Это тонкий слой только основного металла и требует намного меньше краски. Мягкая эмаль стоит меньше и идеально подходит для большинства применений.
Это тонкий слой только основного металла и требует намного меньше краски. Мягкая эмаль стоит меньше и идеально подходит для большинства применений.
Преимущества и ограничения мягкой эмалевой эмали. Это была самая большая инновация в нашей отрасли за всю нашу 49-летнюю историю. По этой причине многие художники и дизайнеры предпочитают этот процесс .
- Значительно дешевле твердой эмали
- Основной металл может быть окрашен в любой цвет вместо бронзы, никеля или золота
- Основной металл немного тоньше, чем твердый
- Краска не на одном уровне с поверхностью
- Краска крепко высыхает и сцепляется с металлом
- Мелкие детали стали немного лучше благодаря твердой эмали Эмали с блестками
- лучше работают с мягкой эмалью .
Используйте мягкую эмаль, когда.
 ….
…. Если вы являетесь дизайнером эмалевых булавок и хотите получить более высокую прибыль в своем интернет-магазине, выберите этот процесс. Значки с логотипом компании и спортивные торговые значки также часто используются в процессе нанесения мягкой эмали.
булавки из твердой эмали Преимущества и ограничения
Эти булавки выглядят и ощущаются как «качественные». Этот процесс часто используется для униформы, значков с логотипами и наград за заслуги перед сотрудниками. Этот процесс был разработан в 70-х годах для замены Cloisonné, эмали на основе стекла, которая использовалась до изобретения эпоксидной эмали.
- Уровень краски с поверхностью, которую некоторые люди приравнивают к «качеству»
- имеет ювелирное качество на булавке
- Лучше работает с прозрачными эмалями
- Стоимость примерно на 40% выше
- Краска очень сильно сохнет
- Отображает мелкие детали лучше, чем Soft
 …
… Если ваша заявка связана с многолетними программами обслуживания или корпоративной рекламой, выберите твердую эмаль, если вы можете себе это позволить. В процессе твердой эмали явно присутствует «вау-фактор», и он позволяет избежать любого восприятия «дешевости». Значки сравнительно дешевы по сравнению с другими наградными продуктами, такими как плакетки и трофеи.
Оба штифта изготовлены методом штамповки
Иглы из твердой и мягкой эмали изготавливаются методом штамповки. То есть штампуем их из металла. Ваш дизайн выгравирован в стальной форме. Затем полоса цинкового сплава помещается поверх формы, и гидравлический пресс прикладывает тысячи фунтов давления, чтобы получить четкие и четкие линии. Мягкие и твердые эмалевые булавки штампуются одинаково: Die Struck Process.
Обе окрашены с помощью жидкой эпоксидной смолы
После этого мы украшаем ваши булавки. Есть два способа добавить цвет к вашим персонализированным булавкам. В штифты впрыскивается жидкая эпоксидная краска. Либо твердая эмаль, либо мягкая эмаль. Обе они сохнут довольно сильно, но на версии с мягкой эмалью краска намного тоньше. Штифты из твердой эмали изготавливаются с нанесением краски вровень с поверхностью.
Есть два способа добавить цвет к вашим персонализированным булавкам. В штифты впрыскивается жидкая эпоксидная краска. Либо твердая эмаль, либо мягкая эмаль. Обе они сохнут довольно сильно, но на версии с мягкой эмалью краска намного тоньше. Штифты из твердой эмали изготавливаются с нанесением краски вровень с поверхностью.
Таким образом, все сводится к личным предпочтениям. Скорее всего, получатель булавки не сможет отличить.
Ваше искусство влияет на ваш выбор
Иногда вы вынуждены предпочесть один процесс другому из-за искусства. Например, окрашенный в черный цвет никель (самая популярная гальваника у художников) доступен только в мягкой эмали. В некоторых случаях у вас может быть слишком много деталей, или имеет смысл удалить краску в пользу гальваники, пескоструйной обработки или антикварной отделки.
Если вы хотите нанести детали методом трафаретной печати на эпоксидную смолу или вам требуется выгравировать цифры или текст, возможно, вам придется использовать процесс твердой эмали.
Наш совет: не отдавайте предпочтение одному процессу, а не другому, пока сначала не поговорите с нами.
ВАМ ТАКЖЕ МОЖЕТ ПОНРАВИТЬСЯ
- Курс дизайна эмалированных булавок: 8 уроков
- Мастер-класс по изготовлению эмалированных булавок (4 видео)
- Скринкаст конструктора эмалевых булавок: передовой опыт
- Дизайн эмалированной булавки своими руками: шпаргалка
- Дизайн эмалированной булавки «сделай сам»: гальваника
- Самодельные эмалированные булавки Дизайн: текстуры
- Самодельный эмалированный штифт: прозрачная эмаль
- Самодельный эмалированный дизайн булавки: трафаретная печать
- 7 вещей, на которые следует обратить внимание при выборе производителей эмалевых булавок
Штифты с мягкой и твердой эмалью: в чем разница
Булавка с мягкой эмалью и булавкой с твердой эмалью: в чем разница
От уникальных булавок до монет для испытаний — для придания этим предметам красочности и детализации используется определенный тип эмали.
Когда дело доходит до выбора таких продуктов, в чем разница при сравнении свойств мягкой эмали и твердой эмали?
Читайте дальше, чтобы узнать о двух способах использования эмали для изготовления булавок и монет и о том, как определить разницу.
Булавка с мягкой эмалью и булавка с твердой эмалью: в чем разница Булавка с мягкой и твердой эмалью: текстураНаиболее существенное различие между этими двумя типами эмалевых булавок и монет заключается в текстуре. Вы можете заметить разницу, проведя пальцем по поверхности эмали, и, возможно, вы также сможете заметить разницу, взглянув на рисунок.
Штифт из твердой эмали гладкий и плоский с устойчивым к царапинам покрытием. Мягкие эмалевые булавки и монеты имеют слегка приподнятые металлические края вокруг каждой части дизайна, чтобы придать ему более четкий вид.
Иглы из мягкой и твердой эмали, а также монеты для вызова изготовлены из одной и той же металлической формы. Они также используют одни и те же цвета для их изготовления, по крайней мере, для большинства дизайнов.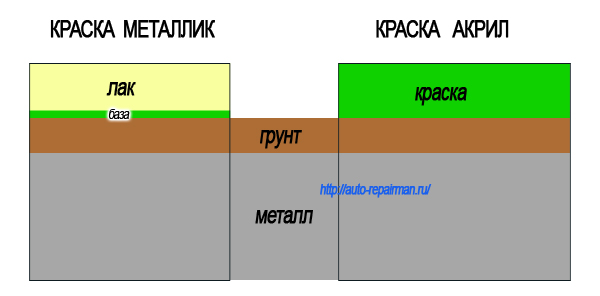
Еще один взгляд на это заключается в том, что в мягкой эмали используются «утопленные» участки цветной эмали, которые располагаются между краями рисунка. С твердой эмалью продукт получается плоским и гладким и часто имеет более блестящий вид после изготовления.
Изготовление булавки с мягкой эмальюБудь то булавка или монета для вызова, булавка из мягкой эмали выглядит немного иначе, чем ее аналог из твердой эмали. Красочная эмаль закладывается в углубления булавки или монеты.
Когда вся эмаль нанесена, изделие помещается в печь. Высокие температуры духовки запекают эмаль, делая ее твердой и долговечной. Этот процесс происходит только один раз, поэтому, когда булавка или монета высыхают, эмаль прилипает к краям и углублениям под металлическими контурами или «линии штампа».
Благодаря выступающим металлическим выступам цвета эмали не смешиваются друг с другом. Конечным результатом является уникальный размерный вид, поскольку цветная краска ниже, чем металлические границы вокруг каждого отдельного цвета.
Когда вы аккуратно проведете пальцами по мягкой эмалевой монете, вы почувствуете выступающие металлические выступы. Многим нравится этот стиль эмали из-за уникальной текстуры и визуальных размеров.
Некоторые металлические покрытия можно использовать только с мягкой эмалью. Черная краска и радужные монеты и булавки всегда должны изготавливаться методом мягкой эмали.
Процесс нанесения твердой эмалиЕсли вам нужна долговечность в стремлении отличить мягкую эмаль от твердой, вариант с твердой эмалью намного прочнее и устойчивее к царапинам. Этот процесс также приводит к гладкому, чистому и законченному виду, который предпочитают многие клиенты.
В целом, вы можете выбрать изделие с мягкой или твердой эмалью и сделать его в одном дизайне. В большинстве случаев все сводится к вашим личным предпочтениям или предпочтениям получателя.
Чтобы сделать булавку из твердой эмали или монету для вызова, поверхность сначала заполняется цветом и рисунком. Затем лицевая сторона булавки или монеты аккуратно шлифуется, пока она не станет гладкой и плоской. Такое сочетание шлифовки и полировки делает твердую эмаль хорошим вариантом для отделки некоторых металлов.
Затем лицевая сторона булавки или монеты аккуратно шлифуется, пока она не станет гладкой и плоской. Такое сочетание шлифовки и полировки делает твердую эмаль хорошим вариантом для отделки некоторых металлов.
Если вам нравится покрытие монеты или булавки золотым или серебряным металлом, лучше всего подойдет вариант с твердой эмалью. По мере того, как рисунок эмали наносится на поверхность, он повторяется несколько раз, чтобы поднять эмаль высоко, пока она не нагреется, не затвердеет и не затвердеет.
Процесс полировки и сглаживания делает булавки из твердой эмали такими узнаваемыми. Линии металлического штампа сглажены до уровня эмали, что делает их плоскими и гладкими, когда вы проводите пальцами по поверхности.
Какой выбрать? На самом деле нет правильного или неправильного ответа при выборе монеты или булавки с мягкой или твердой эмалью. В большинстве случаев все зависит от личных предпочтений, но есть и другие факторы, которые следует учитывать. 9№ 0003
9№ 0003
Мягкая эмаль позволяет использовать практически любой вариант покрытия, включая черную краску, отделку под старину и другие цвета. Твердая эмаль работает только с традиционными покрытиями, такими как серебро или золото.
Монеты с мягкой эмалью или монеты с твердой эмальюХотя дизайн должен быть одинаковым для обоих стилей эмали, мягкая эмаль имеет тенденцию отображать более сложные детали. Это потому, что приподнятые гребни действительно придают конечному продукту немного больше четкости.
Удивительно, но изделия с мягкой эмалью, как правило, стоят меньше, чем изделия с твердой эмалью. Основная причина разницы в стоимости заключается в том, что для достижения гладкого, полированного вида продукта с твердой эмалью требуется гораздо больше времени и труда.
Продукты с мягкой эмалью являются наиболее распространенным вариантом из-за более быстрого выполнения работ и уникальных деталей. Однако, если вам нужна гладкая и блестящая эмаль, лучше всего выбрать твердую эмаль.