Применение высокотемпературных и низкотемпературных припоев
Согласно классификации, приведенной в государственном стандарте, припои разделяются на группы по нескольким признакам, одним из которых является температура плавления. В процессе пайки при температуре, превышающей 450 ℃, могут применяться только высокотемпературные припои.
Другие составы такой термической нагрузки не выдержат. Высокотемпературная пайка осуществляется в разных режимах. При проведении процесса до 1100 ℃ пригодны к использованию составы со средней плавкостью.
В интервале от 1100 ℃ до 1850 ℃ следует применять высокоплавкие смеси. При более высоких температурных показателях годятся только тугоплавкие композиции.
Общие свойства
 Удивительно, что, несмотря на классификацию ГОСТа, даже в учебниках существует разная подача материалов.
Удивительно, что, несмотря на классификацию ГОСТа, даже в учебниках существует разная подача материалов.
Так, некоторые авторы в качестве минимальной температуры, рекомендуемой для применения высокотемпературных припоев, называют 500 °С.
Существует большое количество готовых композиций, рекомендуемых к применению при повышенных температурах. Часто в состав высокотемпературных припоев входит:
- медь;
- серебро;
- цинк;
- фосфор.
Для изменения свойств в высокотемпературные сплавы добавляют кремний, германий и некоторые другие элементы. Низкотемпературными считаются припои:
- на основе свинца;
- олова;
- с добавлением сурьмы.
Выбор конкретных припоев определяется видом сплава, из которого сделаны детали, и условиями пайки.
Иногда в низкотемпературные припои вводят цинк для повышения коррозионной стойкости шва, и разрабатывают специальные низкотемпературные сплавы для конкретных условий использования. В быту низкотемпературную пайку проводят с применением паяльника, а высокотемпературную – газовой горелкой.
Для жаропрочных сплавов
 Высокотемпературные припои применяют для нержавеющих и жаропрочных стальных сплавов. Пайку таких сплавов проводят с применением припоев на основе меди, меди с цинком, серебра.
Высокотемпературные припои применяют для нержавеющих и жаропрочных стальных сплавов. Пайку таких сплавов проводят с применением припоев на основе меди, меди с цинком, серебра.
Процесс осуществляется в печах в окружении водорода или паров раствора аммиака. При пайке с помощью меди, медно-цинковых композиций в качестве флюсовой добавки используют буру.
Серебряные высокотемпературные припои можно применять только в сочетании с активными флюсами. Полученные таким методом швы выдерживают нагревание до 600 ℃. Соединения, полученные с медьсодержащими составами, высокие температуры переносят хуже.
В качестве альтернативы иногда применяют никель-хромовые припои с платиной или палладием. Такие высокотемпературные материалы стоят дороже. Швы обладают большой термической и коррозионной устойчивостью.
При наличии на стальных изделиях из нержавеющих и жаропрочных сплавов больших зазоров, хорошее соединение дают порошковые припои, содержащие компоненты, идентичные химическим элементам сплавов.
Полученные швы выдерживают нагревание до 1000 ℃. Процесс проводят в вакуумированной среде, наполненной аргоном и газообразным флюсом.
Для алюминия и его сплавов
 Алюминий и его сплавы – материалы, с которыми работать сложно. Низкотемпературная пайка алюминия усложняется наличием тугоплавкого поверхностного слоя оксидов.
Алюминий и его сплавы – материалы, с которыми работать сложно. Низкотемпературная пайка алюминия усложняется наличием тугоплавкого поверхностного слоя оксидов.
Помочь могли бы активные флюсы, но их применение чревато усиленным образованием продуктов коррозии на месте шва. Разработаны специальные технологические приемы проведения спаивания по предварительно нанесенным покрытиям.
Помимо этого для алюминия используют низкотемпературные составы с добавками дорогостоящего галлия.
Высокотемпературную пайку проводят посредством применения высокотемпературных припоев на основе алюминия с добавками меди, цинка, кремния.
Чаще всего для спаивания алюминиевых деталей используют составы 34А, а также силумин. Для каждого из этих припоев предназначен соответствующий флюс. Припой 34А способствует образованию шва, устойчивого при 525 ℃.
Высокотемпературная припойная масса из алюминия и кремния позволяет получить соединение, выдерживающее 577 ℃. При проведении работы применяют флюсы, сделанные из хлоридов щелочных металлов. Прочность образованных швов не всегда соответствует требованиям производства.
При необходимости получения соединений высокой термической и коррозионной стойкости пайку проводят в глубоком вакууме в окружении паров магния.
Процесс выполняется без флюсов по сложной технологии. В качестве припоя применяют силумин. Полученный таким методом шов выдерживает значительные нагрузки.
Работа с медью
 В системах водоснабжения, отопления и некоторых производственных схемах осуществляется монтаж медных труб, не предназначенных для повышенной термической нагрузки. В таких ситуациях для пайки допустимо применение низкотемпературного припоя.
В системах водоснабжения, отопления и некоторых производственных схемах осуществляется монтаж медных труб, не предназначенных для повышенной термической нагрузки. В таких ситуациях для пайки допустимо применение низкотемпературного припоя.
Трубопроводы большого диаметра, сделанные из медных сплавов, иногда подвергаются большому нагреванию. В таких случаях для меди и сплавов на ее основе нужны специальные тугоплавкие композиты.
Обычно применяют высокотемпературные припои на медной, серебряной основе, содержащие другие металлы, а также кремний или фосфор.

Составы из меди и цинка обозначают сочетанием букв ПМЦ и числами, указывающими на процентное содержание меди. Такие высокотемпературные припои обладают многофункциональным действием, пригодны для работы с другими сплавами.
Образующиеся швы обладают умеренной стойкостью к механическим нагрузкам. Для улучшения прочностных качеств соединений припойные средства легируют различными добавками.
На основе меди и фосфора

Средство переходит в жидкое состояние при температуре 850 ℃, позволяет получать швы хорошей коррозионной стойкости. Припой применим не только для медных, но и ювелирных изделий из благородных металлов.
Только стали нельзя паять таким методом. В результате на стальных швах образуются фосфиты, которые уменьшаю механическую прочность шва, приводят к образованию хрупкого соединения. Достоинство медьсодержащих припоев с фосфором заключается в возможности проведения пайки без флюсов.
Для работы с медными, некоторыми стальными, чугунными деталями также рекомендуются высокотемпературные припои на основе латуни. Это может быть чистый латунный сплав или композит с оловом и кремнием. Средства обладают текучестью, достаточной для образования прочного, стойкого шва.
На основе серебра

Существуют сплавы (ПСр-15) с невысокой концентрацией серебра. Они стоят меньше, чем концентрированные композиции, могут применяться чаще.
Составы (ПСр-45) с содержанием серебра – 45 %, меди – 30 %, цинка – 25 % обладают очень хорошими свойствами: вязкостью, текучестью, ковкостью, стойкостью к окислению и механическим воздействиям. Эти сплавы применяются по необходимости, при наличии финансовой возможности.
Варьируя соотношение указанных компонентов, можно изменять максимальные температурные значения, которые выдержит будущий шов. Еще лучшие качества демонстрирует высокотемпературная композиция с содержанием серебра 65 %, но стоит она очень дорого.
Работа с титаном
Для пайки тугоплавких металлов и сплавов возможностей большинства описанных припоев недостаточно. Нужны совершенно другие высокотемпературные компоненты. Таким химическим элементом является титан, имеющий температуру плавления около 1700 °С.
Он образует прочные швы даже на изделиях с остатками оксидов. Процесс нужно проводить в атмосфере чистого аргона или гелия при значительном понижении давления в рабочей зоне.
Высокотемпературные составы из титана и меди, никеля, кобальта, других металлов проявляют свойства эвтектических систем. Сами по себе они обладают хрупкостью, применяются в виде порошков, паст.
Проволоку, ленты, полосы их этих сплавов изготовить не удается. Работать паяльником с тугоплавкими композитами невозможно.
В некоторых случаях на практике реализуют технологию контактного плавления. В зазор изделия, подлежащего пайке, помещают фольгу из титана или его сплавов.
При достижении температуры 960 ℃ начинается, а при показаниях 1100 ℃ заканчивается образование эвтектического сплава, играющего роль припоя.
Изделия, подлежащие эксплуатации при очень высоких температурах, подлежат спайке при помощи сплавов с добавками кремния, железа. Для реализации таких технологических процессов нужны мощные источники энергии.
Требуемой температуры достигают в вакуумных печах, плазменными горелками. Можно применять с этой целью электроконтактный способ или воздействие электронным лучом.
Высокотемпературное спаивание деталей – трудоемкий процесс, требующий специальных знаний и квалификации. Располагая хорошими вспомогательными средствами, оборудованием можно справиться с производственной задачей любой степени сложности.
svaring.com
Припой для пайки: виды, марки, характеристики
Процесс ремонта электроники, произведение работ в радиотехнике происходит с помощью паяльника. Качественная работа служит основанием для долговечного соединения деталей. Работа происходит паяльником, надежное соединения производится не только качественным инструментом, но и флюсом, припоем. Основной припоя является сплав металлов легкосплавного типа, которые расплавляется по достижению определенной температуры. Наиболее подходящим вариантом считается олово в чистом виде, однако материал очень дорогой.
 Припой для пайки
Припой для пайкиКакие бывают припои
Существует большое количество материалов для пайки, основное разделение происходит на мягкие и твердые. Монтаж радиоаппаратуры происходит при помощи легкоплавкого, его температура плавления колеблется от 300 до 450 °C. По прочности мягкие виды припоев не уступают при пайке другим, используются при сборке практически всех электронных изделий.
Процесс пайки основывается на сплаве олова и свинца определенным стандартом, количеством.
Некоторые тугоплавкие припои имеют легирующие стали, что по позволяет реализовать некоторые параметры при соединении. Примеси используются для достижения определенных характеристик, антикоррозийных свойств, уровней прочности. Припой для пайки используется в большинстве случаев марки ПОС, что означает оловянно – свинцовые припои. Число указывает на процентное содержание составом олова.

Оловяно-свинцовый припой
Если происходит ситуация, когда припои и флюсы применяемые при пайке неизвестного происхождения, отличить можно по следующим физиологическим свойствам:
- Температура плавления свинцово – оловянных припоев варьируется в пределах от 183 до 265 °C.
- Яркий металлический отблеск выдает высокое содержание олова, предположительно марка ПОС-61 и выше.
- Большое содержание свинца выдается тусклым серым оттенком, матовой поверхностью.
- Большое количество свинца повышает пластичность проволоки, изделие диаметром 6 мм можно легко согнуть руками, а более качественное не гнаться.
Различные виды припоя производятся изготовителями при некоторых факторах. Большинством современных материалов пайки применяется допуск флюса от 1 до 3%, что значительно улучшает условия работы. Нет необходимости подносить жало паяльного инструмента к флюсу каждый раз, если он содержится сердцевиной припоя. Разновидностью свинцово – оловянных изделия является припой марки ПОССу. Обозначение предполагает добавление сурьмы, применяется в различных производствах, подходит к применению с оловянными деталями.

Припой Sn63Pb37
Наиболее распространенным при спайке и лужении медных, бронзовых деталей, через которые проходит течение тока, является припой третник. Температура плавления данной разновидности составляет 190 °C, получается герметичный шов. Зарубежным аналогом считается Sn63Pb37, где соответствующее названию содержание олова к свинцу.
Низкотемпературные припои
Легкоплавкие припои имеют температуру перехода к жидкому состоянию до 450 °C. Применяются радиотехническими соединениями, при спайке проводов, других работах. Основные составляющие таких изделий пайки имеют сплавы олова, свинца, кадмия или висмута. В процессе обезжиривания, лужения технических плат имеют место сплавы Вуда или Розе. Такие вещества переходят в жидкое состояние уже на отметке 70 °C.

Низкотемпературный припой
Металлы имеют различную температуру плавления, важно ознакомиться с составом припоя перед покупкой.
- Олово представляет собой легкоплавкий металл, который растворяется серной или соляной кислотой. Плавится металл на отметке 232 °C, воздействие стандартных комнатных температур не влияет на него, однако при отметке -50 °С разрушается составная кристаллическая решетка.
- Свинец является популярным ввиду своей легкоплавкости, хорошо поддается обработке. Окисляется только поверхность, на которую происходит воздействие окружающего воздуха.
- Кадмий используется в антикоррозийных целях при пайке изделием из олова и свинца. Сам материал токсичен, плавится при отметке 321 °С.
- Висмут добавляется в состав ввиду растворимости серной кислотой, азотной средой.
Наиболее удобная форма выпуска для пайки радиодеталей – проволока диаметром 2-2,5 см. Составом современных изделий является канифоль, которая выступает ролью флюса.
Марки мягких припоев для пайки паяльником
Мягкие припои применяются совместно с электрическим паяльником и флюсом. Входящее в состав олово является экологически чистым продуктом, может применяться к соединению элементов пищевой промышленности. Наиболее распространенным является изделие пайки третник, получивший свое название из-за содержания трети свинца составом. Мягкие припои подразделяются на разновидности в соответствии с назначением, температурой плавки.

Припой ПОСВ-33
Низкоплавкие припои используются для пайки чувствительных к перегреву деталей, таких как предохранители, транзисторы. В состав входят свинец, олово, висмут и кадмий, последний материал токсичен, применяется не во всех сферах деятельности. Плавление изделий Вуда начинается с самой низшей температуры – 69 °C.
Отечественные марки продуктов имеют маркировку ПОС, с добавлением некоторых веществ наименование изменяется. К примеру, ПОСВ – 33 имеет равные части свинца, олова и меди, применяется к латунным, медным деталям, требующим герметичного шва.
Основные технические характеристики мягких припоев для пайки
электрическим паяльником
Технические характеристики материалов, применяемых к пайке, разделяются на некоторые параметры:
- проводимость или удельное электрическое сопротивление составляет 0,1 ом на метр. Припой оловянно – свинцового типа проводит электрический ток на порядок хуже, чем алюминий или медь;
- прочность при растяжении измеряется кг/мм, низкотемпературные припои не включают в себя данный параметр, т.к. не рассчитаны на нагрузку. Параметр зависит от количества олова, чем его больше, тем выше число. К примеру, припой марки ПОС – 61 имеет прочность 4,3 кг на мм, а ПОС – 90 4,9 кг/мм.
- температура плавления зависит от назначения, составных частей.
Флюс для пайки паяльником
Вспомогательное вещество, которое способствует растеканию материалов пайки по поверхности спаиваемых деталей — флюс. Качественное соединение создают припои и флюсы, без одной из составляющих пайка невозможна. Распространенным видом флюса является канифоль, производимая из твердых пород хвойных деревьев. Размягчение происходит при 50 °С, а при достижении температуры 250 °C, процесс переходит в кипение состава.

Флюс для пайки алюминия
За счет гидролизами, предусмотренной при изготовлении канифоли, материал не устойчив к воздействию атмосферной среды. После пайки необходимо удалить остатки флюса, т.к. соединение может подвергаться процессу окисления. Впитывая влагу из атмосферы, канифоль может нарушить работу радиотехнических составляющих.
Популярные флюсы для пайки электрическим паяльником
Пайка металлических соединений происходит с применением различных веществ. Флюсы делятся на три основные категории, отличающиеся областью применения, способом приготовления. Процесс подготовки элементов к работе может быть разным, после пайки необходимо удалять остатки описанным инструкцией способом.
- Не активные канифольные флюсы применяются при пайке меди, других разновидностей мягких металлов. Существует светлая канифоль, которая готова к применению и не включает дополнительные вещества. Спирто – канифольный раствор производится из составляющих концентрацией 1 к 5. Используется при спайке в труднодоступных местах, производится в виде порошка, перед применением необходимо смешать со спиртом. Глицерино – канифольные материалы используется, когда необходимо герметичное соединение.
- Активные флюсы подходят для пайки драгоценных и цветных металлов, включают хлористый цинк, спирт или вазелин. Последний параметр отличается составной частью, при использовании жидким или пастообразным состоянием. Флюс пастой работать удобнее, возможно наносить прямо на изделие необходимым количеством.
- Кислотно активный флюс подразделяется на хлористо – цинковый, ортофосфорную кислоту. Исполняется в виде жидких растворов или пасты, с применением канифоли, хлористого цинка, спирта или вазелина.

Ортофосфорная кислота
Ортофосфорная кислота состоит из воды, этилового спирта и самой кислоты плотностью 1,7. Применяется при спайке нержавеющих материалов, меди, серебра. Флюсы на спиртовой основе требуется хранить в герметичной упаковке. Удобная тара для хранения – баночка из-под лака для ногтей, кисточка не реагирует на активную среду, а крышка позволяет плотно закрыть емкость, избегая испарения составляющих.
Паяльные пасты тиноль для пайки
Из предлагаемых веществ имеются паяльные пасты, которые выпускаются с флюсом смешанным видом. Применяется при монтаже бескорпусных элементов, труднодоступных местах. Нанесение происходит специальной лопаткой, затем прогрев электрическим инструментом. Результатом можно наблюдать надежное, качественное соединение, активно используется начинающими мастерами при отсутствии подобающего опыта.

Паста тиноль
Возможно приготовить сплав для пайки своими руками, для этого понадобится припой, требуемый элементом. Напильником со средней зернистостью измельчается олово для пайки в виде проволоки до состояния металлической крошки. К составу прибавляется флюс, выбранный из вышеперечисленных в жидким состоянии, после этого элементы смешиваются. Изготавливать состав требуется в небольшой емкости, срок хранения ограничен 6 месяцами, после этого происходит окисление металла кислотной средой.
Использование сплавов оловянно свинцовой группы
Процесс пайки представляет собой соединение нескольких металлизированных частей между собой. Температура воздействия при этом не превышает критический порог, при котором происходит разрушение деталей или плат. Основными задачами использования изделий пайки, является обеспечение максимально ровной температурной вязкости, при которой происходит равномерное растекание по поверхности.
Олово для пайки применяется достаточно часто, материал служит составляющей наибольшего количества припоев. В чистом виде металл очень дорог, применяется для спайки важных изделий, элементов. Разделяются по категориям с применением свинца и без него.
Свинцовые припои
Различные материалы для пайки применяются с использованием свинца. Материал отличается легкоплавкостью, мягок и легко поддается обработке. Легко растворяется в щелочной среде, кислотных примесях.

Свинцовый припой
Наиболее популярными в использовании считаются изделия с маркировкой ПОС. Процентное содержание элементов позволяет работать с разными средами и материалами. Отличаются температурными показателями и другими параметрами, которые важны для надежного соединения. К свинцовым соединениям добавляются цинк, висмут или сурьма, которые обеспечивают защиту от окисления и других разрушающих факторов.
Как выбрать припой
Основной задачей перед мастером стоит создание качественного, надежного крепления, которое прослужит продолжительное время. Выбор припоя происходит по следующим параметрам:
- Материалы, которые подвергаются обработке. Необходимо точно ознакомиться с характеристиками материалов, подвергаемых спайке. Существует температурный порог плавления хрупких элементов, транзисторов, конденсаторов и т.д. Радиолюбителями применяются легкоплавкие вещества.
- Состав припоя подбирается по параметрам толщины, назначения изделия. При спайке проводов, других крупных элементов, возможно применение тугоплавких элементов.
- Некоторые случаи требуют выбора оптимальной токопроводности. Сопротивление олова меньше, чем свинца, на высокочастотных платах используется более дорогие марки припоя.
В любой ситуации, необходимо щепетильно относиться к соответствию параметров пайки и изделия. Для спайки используются качественные изделия, цена на них не высока, а выбор на рынке огромен.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
температура плавления олова для пайки, состав и технические характеристики
Большинство начинающих радиолюбителей, не сталкивавшихся ранее с пайкой, задаются вопросом о том, какие могут быть припои, и чем они отличаются друг от друга.Припой ПОС является оловянно-свинцовым сплавом. В зависимости от соотношения данных элементов существуют различные маркировки. Самая распространенная – припой ПОС 61.
Разновидности припоев
Припой не всегда обязательно приобретать. Можно использовать старую радиодеталь и собрать его с дорожек платы при помощи жала паяльника. Такой вариант отлично подойдет тем, кто живет далеко от города, где нет возможности приобрести материал в магазине.

Стандартные свинцовые припои.
Однако они бывают разные и отличаются своими свойствами и характеристиками. В связи с этим каждый опытный мастер должен разбираться в данном вопросе. Для спаивания деталей необходимо использование специальных сплавов – припоев.
Последние обладают более низкой температурой плавления, чем отдельные части изделий.
Подобные сплавы делятся на две основные категории в зависимости от температуры плавления: мягкие и твердые. Первый тип широко используется в радиоэлектронике, как любителями, так и профессионалами.
К легкоплавким относят припои с температурой плавления менее 450°С. Их изготавливают из: галлия, индия, олова, висмута, свинца и кадмия. Высокотемпературные плавятся при нагреве, превышающем 450°С. В любом случае он представляет собой, как правило, сплав, состоящий из нескольких металлов и примесей.
Самым распространенным вариантом является оловянно-свинцовый сплав, который называется ПОС. Числа, стоящие после аббревиатуры, свидетельствуют о процентном содержании олова.
Отличить один сплав от другого можно и не зная марки. Например, при большем содержании олова появляется характерный металлический блеск, а при большей концентрации свинца цвет становится темно-серым.
Кроме того, температура плавления ПОСов не превышает 265°С. Еще одной отличительной особенностью сплавов с большей долей свинца является их пластичность и возможность легко согнуть руками.
Классификация сплавов осуществляется в соответствии с ГОСТами.
Физико-механические свойства припоев.
Наиболее распространенными являются:
- припой ПОС 90;
- ПОС 61;
- ПОС 40;
- ПОС 30.
На самом деле маркировок существенно больше. Их насчитывается несколько десятков. Каждая записывается таким образом, что уже из ее названия становится понятен состав сплава, все изготавливаются по ГОСТу 21930-76 припой оловянно-свинцовый.
Стоит отметить, что сплавы отличаются между собой не только химическим составом. В зависимости от формы выпуска они бывают в чушках, проволоке, трубке с канифолью или в прутке.
Например, припой ПОС 61 может продаваться в прутках или в форме проволоки различного диаметра. Необходимо понимать, что соотношение свинца и олова влияет на температуру плавления. Данный параметр в большей мере определяет выбор необходимого сплава.
Кроме того, сплав может выпускаться с флюсом, например, с ФРК525-2-Т1 – безгалоидным канифольным флюсом низкой активности.
В данном флюсе отсутствуют галогены. Благодаря этому факту он оказывает значительно меньше вреда на здоровье мастеров.
Использование сплавов различных марок определяется сферой их применения. ПОС тридцать и сорок относятся к мягким. Их температура плавления не превышает 300°С. Применяются в соединении оцинкованных изделий, лужения, ремонта электроприборов и т.д.
Низкотемпературные припои
Химический состав припоев разных видов.
Низкотемпературные сплавы используются для пайки радиодеталей, чувствительных к действию высокой температуры. К ним относятся: припой ПОС 40 и припой ПОС 30. Они широко применяются в промышленности, но их также берут и для частного использования.
ПОС 30 отлично подходит для пайки меди и сплавов не ее основе. Он используется и как присадочный материал и в целях лужения деталей. Особенностью данной марки является отсутствие в ее составе сурьмы.
ПОС 30 позволяет получать надежные герметичные соединения, что обусловило активное применение материала для трубопроводных систем. Кроме того, он характеризуется хорошей проводимостью и низким сопротивлением, что позволяет использовать его с целью получения мелких контактов.
Низкая температура плавления позволяет избежать перегрева радиодеталей при пайке. В то же время, после застывания, он надежно фиксирует части изделия.
С технической точки зрения выполнять пайку данным сплавом достаточно легко. Однако следует иметь в виду, что в случае его использования детали не должны работать при высоких температурах.
Выпускается ПОС 30 в форме проволоки различного диаметра от 0,5 до 8 мм. Толщину выбирают исходя из задач, которые необходимо решить. Чтобы соединить мелкие провода и детали, отлично подойдет наименьший вариант. А вот ремонт корпусов и спайку крупных изделий проще осуществлять 8 мм проволокой.
Припой ПОС 40 имеет близкие технические характеристики к ПОС 30. В состав также не входит сурьма. Он относится к низкотемпературному классу. Плотности отмеченных сплавов и начало температуры плавления также одинаковы.
Отличаются они друг от друга, конечно же, составом. Об этом свидетельствуют цифры в конце их маркировки.

Разновидности бессвинцовых припоев.
ПОС 40 позволяет получать качественные и надежные соединения. При работе с ним не появляются трещины, а также отсутствуют не пропаянные места и другие дефекты. Незначительное сопротивление и хорошая проводимость позволяют применять ПОС для пайки электроники.
Как уже было отмечено выше, данный припой имеет низкую температуру плавления. Это также накладывает ограничения на использование изделий паяемых с его применением.
Наиболее распространенная форма выпуска сплава – проволока. Ее диаметр варьируется от 0,5 до 7 мм. Однако он существует и в виде прутков, ленты фольги, небольших трубок.
Еще одним низкотемпературным припоем является ПОС 61. Однако у него в составе присутствует сурьма. Сплав отличается достаточно хорошей пластичностью. Наиболее широко используется для пайки полупроводниковой техники. Удельное сопротивление припоя ПОС 61 составляет 0,139 Ом*мм2/м.
Выпускается в виде металлических слитков весом около 25 кг, прутков с сечением от 8 до 15 мм, проволоки с диаметром от 0,5 до 6 мм. Существуют также такие форм-факторы, как ленты, аноды и трубки.
Паяльная паста
Пайку наиболее часто осуществляют с использованием припоя и флюса. В целях качественного выполнения работы необходимо выбирать правильную марку сплава для каждой конкретной задачи.
Паста отличается от обычного припоя тем, что в ней содержится сразу два компонента: припой и флюс, что значительно ускоряет процесс спаивания деталей, особенно когда речь идет о smd элементах.
Любая паста представляет собой густую плотную смесь различных веществ. Она получила широкое распространение в промышленности. Производители электроники активно используют ее на своем производстве.
Разновидности паяльных паст.
В зависимости от состава пасты различают следующие виды:
- отмывочные;
- водорастворимые;
- галогеносодержащие;
- безотмывочные;
- без галогенов.
Ее свойства определяются типом флюса, который в нее добавляют. Если речь идет о первом типе, тогда там используется канифоль. Чтобы очистить изделие от такой пасты применяют растворитель.
Важно выбирать правильную пасту в зависимости от выполняемой работы. Например, если предстоит паять множество мелких деталей на плате, тогда лучше отдать предпочтение более густой пасте.
Для качественной пайки необходимо произвести подготовительные работы. Плату следует очистить и обезжирить. Все контакты следует залудить, используя легкоплавкий припой.
При работе с smd элементами необходимо наносить тонкий слой пасты. В противном случае можно замкнуть контакты микросхем.
При использовании платы большого размера целесообразно использовать нижний подогрев. Это лучше всего осуществить с помощью паяльной станции. Также в этих целях можно использовать термофен или другие средства, чтобы обеспечить нагрев до 150°С. Если об этом не позаботиться, тогда ее может «повести».
После окончания работы все излишки пасты удаляются, что можно легко осуществить с помощью паяльника с различными насадками.
Итог
Температура плавления олова делает этот материал отличным припоем для пайки. Особо широкое распространение получили припои марки ПОС. Они используются и в промышленности, и в частных мастерских, и радиолюбителями.
Множество марок данного припоя позволяет выбрать необходимый сплав, который идеально подойдет для решения практически любой задачи.
tutsvarka.ru
Температура плавления припоя и технические характеристики
Припой — это металл или смесь металлов, используемых при пайке с целью соединения деталей. Как правило, используются сплавы на основе, олова, меди и никеля. Припой на базе олова входит в группу легкоплавких припоев. И температура плавления припоя здесь не превышает 450 °C. Эти составы широко используются для работы с радиоаппаратурой. Весьма распространенными являются припои на базе олова и свинца, они широко применяются в нашей металлопромышленности: аббревиатура ПОС.
Для сборки самодельных устройств простейшей конструкции достаточно наиболее распространенного припоя ПОС-61 или подобного. Сплав можно добыть из старой печатной платы от электронного прибора и собрать его паяльником с паяных контактов.
Виды и характеристики припоев
 Бывают мягкими (легкоплавкими) и твердыми. Для монтажа радиоаппаратуры используются легкоплавкие, с температурой плавления 300−450 °C. Мягкие припои уступают по прочности твердым, хотя для сборки электроприборов используются как раз они.
Бывают мягкими (легкоплавкими) и твердыми. Для монтажа радиоаппаратуры используются легкоплавкие, с температурой плавления 300−450 °C. Мягкие припои уступают по прочности твердым, хотя для сборки электроприборов используются как раз они.
Легкоплавкие сплавы — это обычно сплав свинца и олова главным образом. Немного есть легирующих элементов.
Примеси иных металлов вводятся для получения определенных характеристик:
- пластичности;
- температуры плавления;
- прочности;
- устойчивости к коррозии.
Число в обозначении марки говорит о том, сколько процентов олова в нем содержится. Так, у припоя ПОС-40 технические характеристики таковы, что в нем 40% Sn, а ПОС-60 — 60%.
Если марка неизвестна, состав можно оценить по косвенным признакам:
- Температура плавления ПОС — 183−265 °C .
- Если у припоя металлический блеск, значит, в нем достаточно много Sn (ПОС-61, ПОС-90). Если цвет темно-серый, а поверхность матовая, это говорит о высоком содержании свинца, именно он придает сероватый оттенок.
- Припои, содержащие большое количество свинца очень пластичны, а олово придает прочности и жесткости.
Использование сплавов оловянно-свинцовой группы
К таким сплавам относятся следующие:
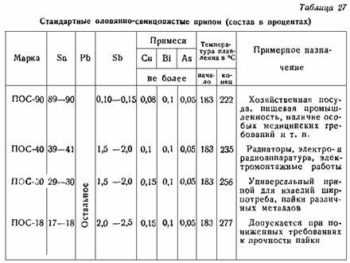
- ПОС-90 содержит в составе: Pb — 10%, Sn — 90%. Используется для ремонта медицинского оборудования и пищевой посуды. Токсичного свинца немного, так как нельзя, чтобы он соприкасался с пищей и водой.
- ПОС-40: Pb — 60%, Sn — 40%. Главным образом используется для пайки электроаппаратуры и изделий из оцинкованного железа, также с его помощью чинят радиаторы, латунные и медные трубопроводы.
- ПОС-30: Sn — 30%, Pb — 70%. Применяется в кабельной промышленности, для пайки и лужения и листового цинка.
- ПОС-61: Pb 39%, Sn 61%. Как с ПОС-60. Нет особой разницы.
С помощью ПОС-61 осуществляется лужение и пайке печатных плат радиоаппаратуры. Это — главный материал для сборки электроники. Плавиться начинает с 183 °C, полное расплавление при 190 °C. Паять с этим припоем можно при помощи обыкновенного паяльника, не боясь того, что радиоэлементы перегреются.
 ПОС-30, ПОС-40, ПОС-90 расплавляются при 220−265 °C. Для многих радиоэлектронных элементов эта температура предкритическая. Сборку самодельных электронных устройств осуществлять лучше с ПОС-61, чьим зарубежным аналогом можно считать Sn63Pb37 (где Sn 63%, а Pb 37%). Также с его помощью паяется радиоаппаратура и самодельная электроника.
ПОС-30, ПОС-40, ПОС-90 расплавляются при 220−265 °C. Для многих радиоэлектронных элементов эта температура предкритическая. Сборку самодельных электронных устройств осуществлять лучше с ПОС-61, чьим зарубежным аналогом можно считать Sn63Pb37 (где Sn 63%, а Pb 37%). Также с его помощью паяется радиоаппаратура и самодельная электроника.
Припои продаются, как правило, в тюбиках или катушках по 10−100 г. Состав сплава можно прочесть на упаковке, к примеру: Alloy 60/40 («Сплав 60/40» — ПОС-60). Выглядит, как проволока диаметром 0,25−3 мм.
Нередко в его составе находится флюс (FLUX), заполняющий сердцевину проволоки. Содержание указывается в процентах и составляет 1−3,5%. Благодаря этому форм-фактору во время работы отсутствует необходимость подавать флюс отдельно.
Разновидность ПОС — ПОССу представляет собой оловянно-свинцовый сплав c сурьмой, и используется в автомобилестроении, в холодильном оборудовании, для пайки элементов электроаппаратуры, обмоток электромашин, кабельных изделий и моточных деталей; подходит для спаивания оцинкованных деталей. Кроме свинца и олова в сплаве 0,5−2% сурьмы.
Как показывает таблица, ПОССу-61−0,5 больше всего подходит для замены ПОС-61, ведь температура его полного расплавления — 189 °C. Существует также припой совершенно не содержащий свинца, оловянно-сурьмянистый ПОСу 95−5 (Sb 5%, Sn 95%) с температурой плавления 234−240 °C .
Низкотемпературные припои
Есть припои, предназначенные специально для пайки деталей с большой чувствительностью к перегреву. Наиболее «высокотемпературный» среди низкотемпературных — это ПОСК-50−18 с температурой плавления 142−145 °C. В ПОСК-50−18 содержится 8% кадмия, 50% олова и 32% свинца. Кадмий усиливает устойчивость к коррозии, однако наряду с тем придает токсичности.
По убыванию температуры следует РОЗЕ (Sn 25%, Pb 25%, Bi 50%), маркирующийся ПОСВ-50. Т пл. — 90−94 °C. Предназначен для пайки латуни и меди. Олова в составе этого сплава 25%, свинца — 25%, висмута — 50%. Соотношение металлов в процентах может несколько разниться, а количество их, как правило, указывается на упаковке в графе «Состав». Этот припой крайне популярен у электронщиков. Используется при демонтаже/монтаже элементов, чувствительных к перегреву. Помимо всего прочего сплав идеален для лужения медных дорожек новехонькой печатной платы.
Применяется в плавких защитных предохранителях в радиоаппаратуре.
Еще более низкотемпературный сплав ВУДА (Sn 10%, Cd 10%, Pb 40%, Bi 40%). Т плавления — 65−72 °C. Поскольку в сплаве содержится 10% кадмия, он токсичен, в отличие от РОЗЕ.
И РОЗЕ, и ВУДА — это довольно дорогие припои.
Паяльная паста
Главным образом используется для пайки компонентов монтируемых поверхностно (SMD’шек), а также безвыводных микросхем в BGA корпусах.
Выглядит как кашица серого цвета, состоит из мельчайших шариков сплава Sn62Pb36Ag2 (серебра 2%, свинца 36%, олова 62%), также в составе содержится безотмывочный флюс. О том, что флюс безотмывочный, говорят две буквы на упаковке NC (No Clean). Флюс, содержащий шарики припоя, высыхает на воздухе, поэтому хранится паста в закрытой упаковке.
Используется это средство при сложном ремонте сотовых и для пайки микросхем в корпусе BGA. Ее применение предполагает использование дополнительного оборудования для ремонта мобильных, к примеру, специальные трафареты. Стоит паста довольно дорого, поскольку содержит серебро.
Сейчас в производстве электроники массово применяются припои без свинца.
tokar.guru
Как отличаются припои по температуре плавления
Основным материалом, применяемым при пайке, является специальный сплав, называемый припоем. К одной из важнейших его характеристик относится температура плавления.
Существует множество разнообразных сплавов, используемых в качестве припоев при выполнении паяных соединений металлических изделий. Они имеют различия по химическому составу и по физико-механическим свойствам.
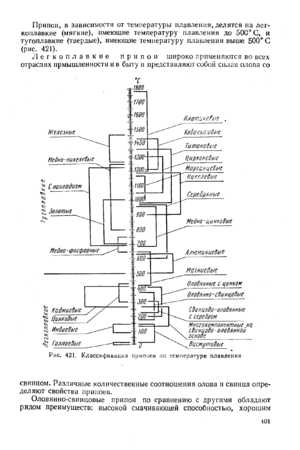
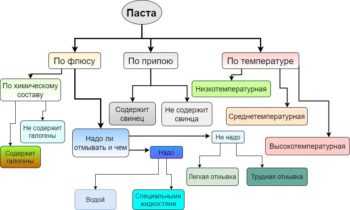
Классификация

В соответствии с государственным стандартом, существует следующее классификационное деление припоев по температуре их плавления:
- низкотемпературные, их также называют мягкими. Температура плавления этих паяльных сплавов не превышает 450 ℃. В свою очередь, данная категория делится на две подкатегории. Паяльные сплавы, плавящиеся при температуре до 145 ℃ называются особолегкоплавкими, плавящиеся в диапазоне от 145 до 450 ℃ относятся к легкоплавким;
- высокотемпературные или твёрдые. К ним относятся припои с температурой плавления, превышающей 450 ℃. Этот класс сплавов включает в себя три подкатегории. Среднеплавкими считаются те, которые расплавляются при температуре до 1100 ℃, имеющие точку плавления от 1100 до 1850 ℃ называют высокоплавкими. Присадочные материалы, использующиеся при пайке, которые занимают ещё более высокотемпературные позиции, относятся к тугоплавким.
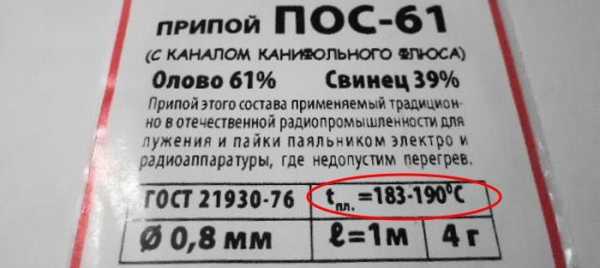
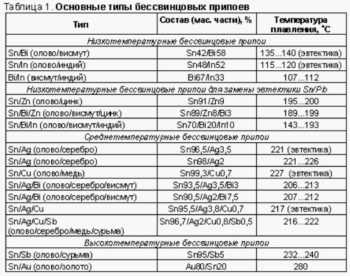
Таблица 1. Температура плавления припоев:
| Марка припоя | Температура плавления, С° |
|---|---|
| Сплав Вуда | 66-70 |
| Сплав Розе | 90-98 |
| Припой ПОИН 52 | 120 |
| Припой ПОСК 50-18 | 142-145 |
| Припой ПОСВи 36-4 | 150-170 |
| Припой ПОС-90 | 183-220 |
| Припой ПОССу 18-0,5 | 183-277 |
| Припой ПОССу 50-0,5 | 183-216 |
| Припой ПОС-63 | 183 |
| Припой ПОССу 25-0,5 | 183-266 |
| Припой ПОС-40 | 183-238 |
| Припой ПОС-30 | 183-238 |
| Припой ПОССу 30-0,5 | 183-245 |
| Припой ПОССу 40-0,5 | 183-235 |
| Припой ПОССу 61-0,5 | 183-189 |
| Припой ПОС-61 | 183-190 |
| Припой ПОССу-15-05 | 184-275 |
| Припой ПОССу-15-2 | 184-275 |
| Припой ПОССу-40-2 | 185-229 |
| Припой ПОССу 25-2 | 185-260 |
| Припой ПОССу-30-2 | 185-250 |
| Припой ПОССу-18-2 | 186-270 |
| Припой ПОС-60 | 190 |
| Припой ЦОП-30 | 200-315 |
| Припой АВИА-1 | 200 |
| Припой П200А | 220-225 |
| Припой ПОЦ-10 | 220-225 |
| Припой ПОС-50 | 222 |
| Припой ПОВи 0.5 | 224-232 |
| Припой ПОМ-1 | 230-240 |
| Припой ПОМ-3 | 230-250 |
| Припой ПОСу 95-5 (бессвинцовый) | 234-240 |
| Припой ПОССу-95-5 | 234-240 |
| Припой ПОССу-4-4 | 239-265 |
| Припой ПОССу-8-3 | 240-290 |
| Припой ПОС-18 | 243-277 |
| Припой ПОССу-4-6 | 244-270 |
| Припой П250А | 250-300 |
| Припой АВИА-2 | 250 |
| Припой ПОС-35 | 256 |
| Припой ПОС-25 | 260 |
| Припой ПОС-4 | 266 |
| Припой ПОССу-10-2 | 268-285 |
| Припой ПОС-10 | 268-299 |
| Припой ПОС-20 | 268-299 |
| Припой ПОССу-5-1 | 275-308 |
| Припой марки А | 300-320 |
| Припой 34А | 530-550 |
| Припой 35А | 545 |
| Припой П-81 | 630-660 |
| Припой П-14К | 640-680 |
| Припой П-14 | 640-680 |
| Припой ПМФОЦр 6-4-0,03 | 640-680 |
| Припой ПМФ-7 | 714-850 |
| Припой ПМФ-9 | 750-800 |
| Припой П-47 | 760-810 |
| Припой ПМЦ-36 | 800-825 |
| Припой Алармет 211 | 800-890 |
| Припой П 21 | 800-830 |
| Припой Л63 | 850-910 |
| Припой таблетированный Л63 | 850-900 |
| Припой ПМЦ-54 | 876-880 |
| Припой ВПР-28 | 880-980 |
| Припой П100М | 900-950 |
| Припой ЛО 60-1 | 900 |
| Припой П100 | 900-950 |
| Припой ЛОК 59-1-0,3 | 900 |
| Припой МНМц 68-4-2 | 915-970 |
| Припой ЛНМц 49-9-0,2 | 920 |
| Припой МНМц 9-23,5 | 925-950 |
| Припой ЛК 62-0,5 | 960-1020 |
| Припой ВПР-16 | 960-970 |
| Припой ВПР-4 | 1000-1050 |
| Припой ВПР-1 | 1080-1120 |
| Припой ВПР-11-40Н | 1100-1120 |
Основная суть процесса пайки заключается в смачивании расплавленным присадочным материалом поверхностей соединяемых деталей, которые сами при этом не расплавляются. Исходя из этого, температура плавления припоев должна быть ниже, чем соответствующая характеристика спаиваемых металлов.
Состав паяльных сплавов
 Физико-механические свойства плавящихся присадочных материалов, в частности, температура их плавления, определяются содержанием компонентов, входящих в их состав.
Физико-механические свойства плавящихся присадочных материалов, в частности, температура их плавления, определяются содержанием компонентов, входящих в их состав.
Обычно такие сплавы состоят из нескольких химических элементов, но название композиций определяется по тому элементу, который является основным и превосходит все остальные по содержанию. Например, припои на основе олова называют оловянными.
Существует большое семейство припоев, содержащих значительные удельные доли свинца и олова. Такие паяльные сплавы принято называть оловянно-свинцовыми.
Для них принято буквенное обозначение ПОС, после которого следует цифра, показывающая процентное содержание олова в составе этого припоя.
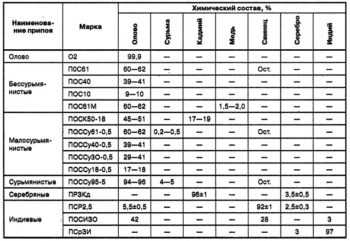
Таблица 2. Химический состав припоев:
Марка припоя | Химический состав, % | |||||
Олово | Сурьма | Медь | Цинк | Свинец | Алюминий | |
ПОС-40 | 39…41 | _ | _ | — | Остальное | — |
ПОССу40-0,5 | 39…41 | 0,05.-0,5 | — | — | — | — |
ПОССу40-2 | 39…41 | 1.5…2 | — | — | — | — |
ПОССуЗО-О.5 | 29 31 | 0,05-0,5 | — | — | —»— | — |
ПОССуЗО-2 | 29…31 | 1,5-2 | — | — | —»— | — |
А | 38,6…42,1 | — | 1,5-2 | 56…59 | — | — |
ЦО-12 | 12 | — | — | 83 | — | — |
ЦА-15 | — | — | — | 85 | — | 15 |
Компоненты, входящие в состав припоя, оказывают воздействие на физические качества сплава, образуя нечто новое, не присущее каждому из компонентов в отдельности.
При этом наибольшее влияние на результирующие свойства припоя (такие, как температура его плавления) оказывает элемент, имеющий наибольший удельный вес в сплаве.
Так, паяльные сплавы на основе такого легкоплавкого металла, как олово, относятся к низкотемпературным или мягким. Этим подчёркивается связь температуры плавления металла с его механической твёрдостью.
То есть, металлы, которые плавятся при более низкой температуре, являются более мягкими.
Существует множество припоев, которые создаются на основе меди, алюминия, цинка, серебра, золота, платины. Высокотемпературная пайка осуществляется сплавами, в состав которых входят титан, цирконий, молибден и другие металлы.
Выбор припойного материала
 Одним из главных критериев выбора сплава для создания паяного соединения металлических деталей является температура его плавления.
Одним из главных критериев выбора сплава для создания паяного соединения металлических деталей является температура его плавления.
То есть, присадочный материал должен расплавляться раньше, чем основной. Но это не единственное условие выбора.
Жидкий расплав должен хорошо смачивать поверхность основного металла. Кроме этого, к паяному соединению предъявляются определённые прочностные требования.
Правильный подбор присадочного материала для пайки позволяет приблизить прочность соединения к прочности основного металла.
Именно по этой причине при пайке какого-либо металлического изделия стараются использовать присадку на основе такого же металла, как металл изделия.
При этом более низкая температура плавления припоя обеспечивается дополнительными компонентами, входящими в его состав.
Правда, следует заметить, что сравнять эти характеристики при пайке не удаётся никогда. То есть, при механических испытаниях на разрушение излом всегда будет происходить в месте соединения.
В некоторых специфических видах пайки прочность соединения играет не главную роль. Например, при пайке ювелирных изделий основной является эстетическая часть работы. Поэтому изделия из золота, серебра и платины паяются только припоями на основе одноимённых металлов, причём той же пробы.
Разогрев
 В зависимости от температуры плавления используемого присадочного материала, применяются различные методы нагрева при пайке. В случае с мягкими материалами, содержащими олово, цинк, свинец, основным инструментом при пайке может служить обычный паяльник.
В зависимости от температуры плавления используемого присадочного материала, применяются различные методы нагрева при пайке. В случае с мягкими материалами, содержащими олово, цинк, свинец, основным инструментом при пайке может служить обычный паяльник.
В качестве примера можно привести сборку и ремонт электронных схем, содержащих компоненты, критичные к перегреву. В этой ситуации обычно используются свинцово-оловянные материалы, имеющие невысокую температуру плавления и электрические паяльники небольшой мощности.
Механическая прочность соединений играет здесь второстепенную роль, главным является обеспечение надёжного электрического контакта.
Когда речь идёт о пайке высокотемпературными материалами, паяльник оказывается бессильным. В этих случаях нагрев осуществляется посредством газовых горелок и специальных установок, использующих токи высокой частоты.
Это относится к промышленной пайке в условиях производственных цехов и использованию твёрдых припоев.
В отдельных случаях, когда спаиваемые детали очень массивны, и при использовании обычных средств нагрева достичь плавления не удаётся, применяются специальные печи, куда заготовки помещают целиком. Только таким способом обеспечивают надежную пайку.
svaring.com
состав и технические характеристики самых популярных марок
Точную дату появления оловянно-свинцового припоя вряд ли кто-то назовет. Однако соединение, обозначаемое «ПОС», известно еще со средних веков. Оно обладает оптимальными качествами для того, чтобы соединять многие металлы.
Его легко расплавить, а свинец и олово, входящие в состав, добывались несколько тысяч лет назад. В настоящее время припой ПОС – самый распространенный вид расходного материала, применяемый в каждодневной практике.
Основные данные
Популярность припоев из олова и свинца объясняется несколькими обстоятельствами.
Главная особенность сплавов – способность при определенном соотношении компонентов образовывать состав с эвтектическими свойствами. Это межметаллическая система, температура плавления которой меньше, чем ожидаемые значения.
Можно себе представить радость первооткрывателей, которые обнаружили, что оловянно-свинцовый сплав для превращения в жидкое состояние можно нагревать до меньшей температуры.
Интересно, что эвтектическая смесь может служить растворителем, в котором распределяется при добавлении определенное дополнительное количество какого-либо металла.
Так были разработаны разнообразные марки припоев ПОС. В их технических характеристиках указаны пропорции, значения физических констант.
Визуально заметно, что при преобладании в оловянно-свинцовом сплаве олова припой имеет сильно выраженный металлический блеск. Если в сплаве больше свинца, поверхность имеет сероватый цвет с синим оттенком.
Характеристики отдельных марок
Все представители категории относятся к легкоплавким припоям. Оловянно-свинцовые сплавы при любом соотношении исходных металлов плавятся при температуре до 450 °С. Характеристики припоев ПОС регламентированы ГОСТом.
Производители поставляют припойную продукцию:
- в литых чушках;
- в виде проволочных изделий;
- лентообразной фольги;
- трубчатой продукции с флюсами внутри;
- порошков или пастообразной массы.

В целом существует однозначная закономерность. Чем меньше массовая доля олова в оловянно-свинцовом припое, тем больше его температура плавления и меньше прочностные показатели.
Больше половины олова
В сплаве, содержащем 90 % олова, остальную часть массы составляет свинец. Припой ПОС-90 имеет температуру плавления 220 ℃.
Применяется для пайки изделий, которые впоследствии будут подвергаться гальванической обработке золотом или серебром.
Оловянно-свинцовый припой с 61 % олова имеет более доступную температуру плавления, равную 191 °С. ПОС-61 используется для изготовления тонких контактов деталей из медных и стальных сплавов в различных измерительных приборах. Места нанесения сплава не должны подвергаться сильному нагреванию.
Припой модно применять для пайки проводов, имеющих толщину до 0,08 мм, в обмотке. Он может подвергаться действию токов высокой частоты.
Припой используют во всех ситуациях, требующих большой прочности и надежности соединения радиоэлементов, компонентов микросхем. Им можно паять провода, защищенные оболочкой из поливинилхлорида.
Оловянно-свинцовый припой, содержащий равные доли двух металлов, обозначается как ПОС-50. Он плавится при температуре 222 ℃. Применим во всех ситуациях, где может использоваться ПОС-61.
Отличие сводится к тому, что данный припой имеет более высокую температуру плавления. Если контакт может нагреваться это качество будет полезным.
Меньше половины олова
Швы, для которых велика вероятность нагрева до еще более высоких температур, следует паять посредством припоя ПОС-40. Температура плавления оловянно-свинцового сплава, содержащего от 39 % до 41 % олова, составляет 238 °С.
Обращаем внимание на то, что представленные показатели характерны для окончательного плавления сплава. Начинается процесс при несколько более низких температурах.
Сплав предназначен для работы с проводами, деталями из разных металлов. Образующийся шов имеет меньший запас прочности, чем соединения, полученные сплавами с большей массовой долей олова. Припой используют для получения соединений, не подвергающихся большой механической нагрузке.
Еще большую температуру окончательного расплавления имеет сплав ПОС-30. Она равна 256 ℃.
Этот оловянно-свинцовый припой используется для пайки швов, не подлежащих нагрузке, из медных и стальных материалов.
Припой ПОС-18 окончательно расплавляется при 277 ℃. Образующийся шов имеет небольшую механическую устойчивость.
Представленный оловянно-свинцовый сплав можно применять для лужения, пайки ненагружаемых медных деталей, изделий из оцинкованного железа.
Оловянно-свинцовый сплав, содержащий всего 10 % олова, имеет максимальную в этом ряду температуру плавления, равную 299 ℃, и минимальную прочность.
ПОС-10 может использоваться для пайки, лужения контактов на поверхности приборов реле. ГОСТ позволяет применять состав для обработки контрольных точек в топках паровозов. В настоящее время паровозы остались уже только в музеях, иногда их приходится ремонтировать, реставрировать.
Припои с маркировкой ПОС – бессурьмянистые расходные материалы.
Группа специальных сплавов
При добавлении в состав металлических композиций в небольших количествах сурьмы значительно увеличивается прочность шовных соединений.
Материал обозначается маркировкой «ПОСсу», имеет температуры плавления от 189 ℃ (у состава со следовым содержанием сурьмы) до 270 ℃ (у припоя с содержанием сурьмы, достигающим 4 %, в некоторых даже 6 %).
Материалы первой подгруппы с концентрацией добавки, измеряющейся в сотых долях процента – это малосурьмянистые марки.
Такие припои применяются в авиа- и автомобилестроении, при производстве холодильного оборудования, пищевой посуды, подлежащей последующему лужению.
Таблица 1. Малосурьмянистые припои:
Марка | Содержание, % | Область применения | ||
Sn | Sb | Pb | ||
ПОССу 61-0,5 | 59-61 | 0,05-0,5 | Остальное | Пайка деталей, чувствительных к перегревам |
ПОССу 50-0,5 | 49-51 | 0,05-0,5 | Остальное | Авиационные радиаторы |
ПОССу 40-0,5 | 39-41 | 0,05-0,5 | Остальное | Оцинкованные детали холодильников, радиаторные трубки, обмотки электрических машин |
ПОССу 35-0,5 | 34-36 | 0,05-0,5 | Остальное | Кабельные оболочки электротехнических изделий, тонколистовая упаковка |
ПОССу 30-0,5 | 29-31 | 0,05-0,5 | Остальное | Радиаторы |
ПОССу 25-0,5 | 24-26 | 0,05-0,5 | Остальное | Радиаторы |
ПОССу 18-0,5 | 17-18 | 0,05-0,5 | Остальное | Трубки теплообменников, электролампы |
Металлические оловянно-свинцовые композиции с концентрацией сурьмы от 1,5 % до 6 % называются сурьмянистыми. Они рекомендованы к применению в электролампах, трубчатых радиаторах, белой жести.
Прибавка сурьмы удешевляет оловянно-свинцовый материал, но спаивание происходит сложнее. Незначительное изменение оловянно-свинцового композита заметно уменьшает смачивающие способности расплава. Работать с этим расходным материалом могут только профессионалы.
Таблица 2. Сурьмянистые припои
Марка | Содержание, % | Область применения | ||
Sn | Sb | Pb | ||
ПОССу 95-5 | Остальное | 4.0-5.0 | Не более | Трубопроводы, работающие при повышенных температурах, изделия электропромышленности |
ПОССу 40-2 | 39-41 | 1.5-2.0 | Остальное | Холодильные устройства, тонколистовая упаковка |
ПОССу 30-2 | 29-31 | 1.5-2.0 | Остальное | Холодильники, электроламповое производство, абразивная упаковка |
ПОССу 25-2 | 24-26 | 1.5-2.0 | Остальное | Изделия автомобилестроения |
ПОССу 18-2 | 17-18 | 1.5-2.0 | Остальное | |
ПОССу 15-2 | 14-15 | 1.5-2.0 | Остальное | |
ПОССу 10-2 | 9-10 | 1.5-2.0 | Остальное | |
ПОССу 8-3 | 7-8 | 2-3 | Остальное | Электроламповое производство |
ПОССу 5-1 | 4-5 | 0.5-1.0 | Остальное | Трубчатые радиаторы, детали, работающие при повышенных температурах |
ПОССу 4-6 | 3-4 | 5-6 | Остальное | Шпатлевка кузовов автомобилей, пайка белой жести |
ПОССу 4-4 | 3-4 | 3-4 | Остальное | Изделия автомобилестроения |
Низкотемпературная группа
 Заметно понижает температуру плавления оловянно-свинцовых припоев добавка кадмия. Например, сплав ПОСК-50-18, содержащий от 49 % до 51 % олова, от 17 % до 19 % кадмия имеет температуру плавления 145 ℃.
Заметно понижает температуру плавления оловянно-свинцовых припоев добавка кадмия. Например, сплав ПОСК-50-18, содержащий от 49 % до 51 % олова, от 17 % до 19 % кадмия имеет температуру плавления 145 ℃.
Это удобное в работе качество, вдвойне приятное тем, что образующиеся швы имеют большую механическую прочность. Оловянно-свинцовые припои с кадмием применяют при работе с металлизированной и керамической продукцией.
Вопрос о применении расходного материала решается с учетом конкретной производственной ситуации.
Именные сплавы
К оловянно-свинцовым композициям условно можно отнести сплавы, носящие имена ученых-разработчиков. Низкую температуру плавления, всего 94 ℃ имеет эвтектический сплав Розе.
В его составе содержится 50 % висмута. Остальную часть массы приблизительно в равных долях занимают олово и свинец. Материал используется для работы с медью, изготовления элементов автоматики с фиксированной эксплуатационной температурой.
Еще меньшую температуру плавления имеет оловянно-свинцовый припой Вуда. Она равна 68,5 ℃. Материал содержит 50 % висмута, 25 % свинца, а остальную массовую часть поровну составляют олово и кадмий. Применяют при изготовлении датчиков противопожарной сигнализации, прецизионной техники.

Сплав Д, Арсе содержит около 10 % олова, остальные 90 % составляют висмут и свинец в равных долях. Материал имеет температуру плавления 79 ℃. Применяется для спаивания легкоплавких металлов.
svaring.com
Низкотемпературная пайка | Мир сварки
Назначение
Настоящая инструкция распространятся на пайку электромонтажных схем ХИТ с помощью электропаяльника.
Инструкцией надлежит руководствоваться при разработке технологических процессов, пайке, ремонте, контроле и приемке паяных конструкций.
Отступления (ужесточенные или сниженные требований) от настоящей инструкции могут быть внесены в маршрутные карты (или другие технологические документы) по согласованию с главным технологом и представителем заказчика. Вспомогательные материалы, приспособления, оборудование и инструмент, необходимые для низкотемпературной пайки даны в Приложении.
Выполнение низкотемпературной пайки с помощью электропаяльника должно производиться при соблюдении правил техники безопасности, изложенных в инструкции по ТБ.
Подготовка электропаяльника и его обслуживание в процессе работы
Включить электропаяльник в сеть и нагреть его до температуры плавления канифоли (120 °С).
Удалить окалину с рабочей части паяльника с помощью напильника или корщетки.
Погрузить рабочую часть паяльника в канифоль и облудить ровным слоем припоя.
Не допускать охлаждения паяльника процессе работы, т.к. при этом происходит окисле припоя и ухудшаются условия пайки.
Не допускать охлаждение паяльника до температуры плавления припоя, так как пайка таким паяльником ухудшает качество паяного шва.
Считать нормальным температурным режимом паяльника такой, при котором припой быстро плавится, но не скатывается с жала паяльника, флюс при этом не сгорает мгновенно, а остается в виде кипящих капель.
Работать с электропаяльником, включенным в сеть через регулятор температуры необходимо в тех случаях, когда это требование оговорено маршрутной картой на пайку изделия.
Подготовка поверхности деталей под пайку
Обезжирить поверхность деталей, имеющих масляные или другие загрязнения, гальваническим путем.
Зачистить механическим путем до полного удаления покрытия (в зоне пайки) с поверхности деталей, к паяным швам которых предъявляются требования герметичности.
Не подвергать зачистке детали с луженой поверхностью.
Зачистить механическим путем до металлического блеска зону пайки деталей (не предусмотренных предыдущим пунктом):
- имеющие лакокрасочные покрытия;
- не имеющие гальванопокрытий в виде лужения, серебрения, меднения, цинкования;
- с никелированной поверхностью, конструкция которых не позволяет удалять остатки флюса (после лужения) методом промывки.
Обезжирить поверхность всех деталей одним из следующих способов:
- гальваническим;
- погружением в ванну с растворителем;
- протиркой зоны пайки бязевым тампоном, смоченным в растворителе.
Хранить детали в чистом и сухом помещение не более трех суток.
Выполнить повторную зачистку, если время хранения превысило трое суток.
Направить детали на сплошной контроль ОТК согласно требований таблицы 1.
Лужение
Подготовить электропаяльник к работе согласно требованиям, изложенным в разделе «Подготовка электропаяльника и его обслуживание в процессе работы».
Покрыть с помощью кисточки тонким слоем флюса зону пайки детали.
Использовать в качестве флюса 5-7%-ный раствор хлористого цинка и этилового спирта при лужении стальных и никелированных деталей, конструкция которых позволяет удалять остатки флюса методом промывки. В остальных случаях пользоваться флюсом ЛТИ-1 или ЛТИ-120.
Прогреть с помощью паяльника поверхность детали до температуры плавления припоя.
Погрузить рабочую часть паяльника в канифоль и набрать на нее избыточное количество припоя.
Применять для лужения припой той же марки, что и при пайке узла.
Прижать паяльник к детали и растереть припой по обслуживаемой поверхности.
Выполнить работы при интенсивном нагреве детали и при минимальном времени лужения.
Покрыть зону лужения ровным и тонким слоем припоя.
Внести в зону лужения дополнительное количество флюса, если припой не растекается по обрабатываемой поверхности.
Не подавать в зону лужения избыточного количества (сверх необходимого) припоя и флюса.
Прекратить лужение после того, как обрабатываемая поверхность детали будет покрыта ровным и тонким слоем припоя.
Разрешить лужение деталей выполнять методом погружения в ванну с расплавленным припоем.
Удалить остатки флюса с деталей после лужения методом промывки в растворителе. Разрешить удалять остатки флюса методом протирки бязевым тампоном смоченным в спирте.
Направить детали на сплошной контроль ОТК согласно требованиям таблицы 1.
Хранить детали после лужения в чистом и сухом помещении.
Подготовка проводов к пайке и лужение
Нарезать провода и изоляционные трубки в размер согласно чертежу.
Удалить с проводов изоляцию на длину, указанную в чертеже.
Удалять изоляцию разрешается техническим путем или инструментом исключающим надрез жил провода (например с помощью электроприспособления под вытяжной вентиляцией).
Закрепить концы изоляционной оплетки проводов с помощью нитроклея АК-20 или с помощью маркировочной бирки на клее или маркировочной ленты.
Зачистить шлифовальной шкуркой концы проводов не имеющие гальванопокрытий.
Выполнить лужение концов проводов (если такое предусмотрено маршрутной картой) согласно требований изложенных в разделе «Лужение».
Пайка
Произвести сборку узлов и деталей под пайку соблюдая следующие требования:
Выдержать зазор между собранными деталями 0,1-0,15 мм – для нелуженых поверхностей и не более 0,05 мм – для луженых;
Выполнить сборку таким образом, чтобы полностью исключалась возможность смещения деталей друг относительно друга, как в момент пайки, так и в процессе охлаждения узла после пайки.
Установить на паяемый узел приспособление для теплоотвода, если это предусмотрено маршрутной картой.
Обезжирить бязевым тампоном, смоченным в спирте, поверхность паяемых деталей. Не производить обезжиривание только в том случае, если в маршрутной карте имеются соответствующие указания.
Покрыть с помощью кисточки тонким слоем флюса зону пайки деталей.
Подготовить к работе электропаяльник согласно требованиям изложенным в разделе «Подготовка электропаяльника и его обслуживание в процессе работы».
Прогреть с помощью паяльника поверхность деталей до температуры плавления припоя, обеспечивая наибольший тепловой контакт между паяльником и деталями.
Прогревать более интенсивно детали с большей массой или детали, изготовленные из материала с меньшей теплопроводностью.
Погрузить рабочую часть паяльника в канифоль, а затем набрать на нее избыточное количество припоя. Марка припоя указана в чертеже.
Прижать паяльник к паяемым деталям и растереть припой по соединяемым поверхностям.
Покрыть зону пайки ровным и тонким слоем припоя.
Внести в зону пайки дополнительное количество флюса, если припой не растекается по обрабатываемой поверхности.
Разрешить непосредственную подачу припоя в зону пайки при значительной протяженности паяемого шва и малой площади теплоконтакта между паяльником и деталями.
Не подавать в зону пайки избыточного количества припоя (сверх необходимого для обеспечения чертежных размеров).
Разрешить пайку изоляторов узла ИКЗ, и других мелких деталей, выполнять под кожухом электроплитки включенной в сеть через регулятор температуры, при обязательном контроле температуры в зоне пайки с помощью термопары. Считать рабочей температурой такую которая превышала бы на 50-70 °С температуру плавления припоя.
Выполнить работы при интенсивном нагреве и минимальном времени пайки.
Контролировать время пайки только в том случае, если в маршрутной карте имеются соответствующие указания.
Прекратить пайку после того, как припой заполнит зазоры между паяемыми деталями, а зона пайки окажется покрыта тонким слоем расплавленного припоя.
Удалить остатки флюса с деталей бязевым тампоном (или кистью) смоченным в спирте. Если в маршрутной карте есть указания о недопустимости применения спирта, то удаление флюса производить методом механической зачистки.
Направить детали и узлы после пайки на сплошной контроль ОТК согласно требований таблицы 2.
Исправлять дефекты паяного шва необходимо с учетом следующих требований:
Выполнить подпайку одного и того же дефекта паяного шва разрешается не более двух раз.
Произвести распайку узла с помощью паяльника и очистить поверхность деталей от остатков флюса и припоя.
Произвести подготовку деталей к перепайке с учетом требований предыдущих разделов.
Выполнить перепайку узла с учетом требований данного раздела.
Направить на повторный сплошной контроль ОТК детали и узлы после перепайеи или подпайки.
Выполнить контроль с учетом требований таблицы 2.
Покрыть электроизоляционным лаком типа НЦ-62 или УР-231, слегка подкрашенным родамином паянный шов в том случае, если в маршрутной карте есть соответствующее указание.
Направить на сборку или другие способы контроля, согласно техническим требованиями чертежа, детали и узлы прошедшие контроль качество согласно таблицы 2.
| Наименование дефекта | Результат разбраковки | Методы исправления |
|---|---|---|
| Следы коррозии, ржавчины, окисной планки, краски, масла и других загрязнений | Не допускаются | Устранить механической зачисткой |
| Заусенцы на кромках паяемых деталей | Не допускаются | Устранить механической зачисткой |
| Гальванические покрытия (кроме лужения) в зоне пайки на деталях, к паяным швам которых предъявляются требования герметичности | Не допускаются | Устраняются механической зачисткой |
| Никелевое покрытие на деталях, конструкция, конструкция которых не позволяет удалять остатки флюса методом промывки | Не допускаются | Устраняются механической зачисткой |
| Надрез жил при механической зачистке концов проводов или при удалении с них изоляции | Брак | |
| Шереховатость лужения поверхности | Не допускаются | Устранить повторным лужением |
| Постороние включения в припое | Не допускаются | Устранить повторным лужением |
| Не спай (наличие частично не облуженной поверхности) | Не допускаются | Устранить повторным лужением |
| Наличие остатков флюса на луженой поверхности или детали | Не допускаются | Устранить повторной промывкой |
| Наименование дефекта | Результат разбраковки | Методы исправления |
|---|---|---|
| Непропай | Не допускается | Устранить подпайкой |
| Неспай | Не допускается | Устранить подпайкой |
| Усадочная пористость в паяном шве | Не допускается | Устранить подпайкой |
| Трещины в паяном шве | Не допускается | Устранить перепайкой |
| Занижение размеров паяного шва | Не допускается | Устранить напайкой |
Завышение размеров паянного шва:
| Допускается Не допускается | Устранить перепайкой |
| Наличие остатков флюса на паяном шве паяемом материале | Не допускается | Устранить повторной очисткой |
Протекание флюса по токоотводам при пайке их с борнами:
| Допускается Не допускается | Устранить повторной очисткой |
Материалы
- Припои оловянно-свинцовые (проволока диаметром 2-4 мм) ГОСТ 21931-80.
- Припои серебряные (проволока диаметром 2-4 мм) ГОСТ 19738-74.
- Олово (проволока диаметром 2-4 мм) ГОСТ 860-75.
- Флюс ЛТИ-1, приготовленный по ТИ.
- Канифоль сосновая, сорт 1, ГОСТ 19113-84.
- Цинк хлористый технический, сорт 1, ГОСТ 7345-78.
- Спирт этиловый технический ГОСТ 17299-78.
- Лак НЦ-62 ТУ 6-21-090502-2-90.
- Растворитель марки 646 ГОСТ 18188-72.
- Родамин «С» или «6Ж» ТУ6- 09-2463-82.
- Лак УР-231, приготовленный по ТИ.
- Бензин «галоша» ТУ 38-401-67-108-92.
- Ткань х/б бязевый группы ГОСТ 29298-92.
- Перчатки трикотажные ГОСТ 5007-87.
- Шкурка шлифовальная бумажная водостойкая ГОСТ 10054-82.
- Кисть художественная КЖХ №2,2а ТУ 17-15-07-89.
- Флюс ЛТИ-120 СТУ 30-2473-64.
Оборудование, приспособления, инструмент
- Электропаяльник ГОСТ 7219-83.
- Приспособления для зачистки проводов от изоляции ПР 3081.
- Приспособление для резки проводов ФК 5113П.
- Электроплитка ГОСТ 14919-83.
- Малогабаритная паяльная станция типа SMTU NCT 60A.
- Сборочные приспособления (указываются в маршрутных картах).
- Стол рабочий с вытяжной вентиляцией.
- Линейка ГОСТ 427-75.
- Кусачки боковые ГОСТ 28037-89.
- Пинцет ГОСТ 21214-89.
weldworld.ru