Как высверлить каленый болт: несколько способов
В процессе разборки видавших виды конструкций и приборов иногда сталкиваемся с неприятной и неожиданной ситуацией, когда болт прямо-таки прикипел. Абсолютно естественно в такой ситуации звучит вопрос: как высверлить каленый болт?
Можно перечислить достаточно понятных и практичных способов его извлечения. Надо заметить, что материал, из которого произведено изделие, а также ситуация, в которой случилась разборка, диктует нам выбор того или иного метода, поскольку неправильный подход может сделать все Ваши усилия бессмысленными.
Меры предосторожности – следующий важный компонент после подбора способа извлечения болта, ведь в таких случаях следует избегать травматизма. Болт опаливают, высверливают, выкручивают или выбывают, заливают кислотными или щелочными смесями. Итак, существует несколько ответов, касающихся того, как высверлить каленый болт или как извлечь его из конструкции.
В качестве первого способа можно назвать применение газовой горелки.
Второй способ посвящен тому, как высверлить каленый болт. Тонким сверлом проделываются несколько дырочек, расположенных очень близко в один ряд. Туда вставляется зубило, делается несколько ударов молотком по нему – и тело гайки раскалывается. Болт можно с легкостью извлекать. Отверстия по глубине должны быть не большие, иначе будет поврежден стержень болта, и тогда все Ваши усилия по проделыванию равномерных отверстий пропадут даром.
Третий способ связан с использованием кислот и щелочей. В домашнем обиходе или же в Вашем загашнике обязательно найдется что-то едкое. Химические смеси, которые попадутся под руку, растворят пыль и ржавчину между гайкой и болтом. Таким образом, расстояние между ними станет больше и, задействовав инструмент, можно будет вытащить болт.
Согласно четвертому способу прикипевший болт можно попросту выкрутить. Это поможет сохранить изделие в надлежащем виде. Нужно нагреть соединение открытым огнем. Температура металла постепенно поднимется, и он расширится. Можно будет легко снять гайку.
Следующий метод извлечения болта – обстукивание. Действия нужно применять, используя умеренную силу. Ржавчина немного отстанет от соединения гайки с болтом, и это позволит сохранить целостность «сросшихся» элементов. Не переусердствуйте, стуча молотком по изделию.
Шестой способ – покрыть болт смазкой, которая есть в наличии. Это обеспечит хорошее скольжение между гайкой и болтом. Болт можно будет легко извлечь. В качестве смазки может послужить солидол, литол, вазелин, графитовая смазка, мазут.
В качестве более радикального метода можно использовать молоток и зубило. С помощью зубила делаются засечки на самой гайке, и с помощью ударов молотка гайка поддается прокручиванию.
Как видим, существует достаточно способов, чтобы решить проблему с прикипевшим болтом. Нужно всего лишь выбрать самый подходящий, и следовать всем рекомендациям. Следует помнить, что чрезмерный натиск и усердие могут сыграть с Вами злую шутку. Не стоит также использовать все способы одновременно, ведь этим можно добиться только нежелательных последствий: порчи болта или телесных повреждений.
Приобрести грузовые шины Bridgestone вы сможете в компании tyres-spb.ru. Отличное качество резины и выгодная цена приятно порадует вас. Добро пожаловать!
Читайте еще:
Ручная художественная ковка. Преимущества
Преимущества
«Все новое это хорошо забытое старое» – так гласит поговорка, и трудно с этим не согласится. Все чаще человек возвращается к знаниям предков и эти знания с каждым днем становятся в
Крепежные элементы. Болт и винт
Крепления применяются при возведении различных конструкций. Будь то монолитное здание, дачный домик или сарай, они обязательно требуют крепления для деревянных конструкций. Класс
Как сделать монтаж мягкой кровли своими руками?
Мягкая кровля является одним из самых популярных материалов для защиты жилища от дождя и других «прелестей» открытого пространства. Под этим названием объединяют сразу несколько ра
Изделия из металлопроката и их применение
Ни для кого не секрет, что металлопрокат на сегодняшний день пользуется большим спросом и востребованностью в различных сферах строительной области. Однако, что же представляет с
Сверление закаленной стали – чем просверлить калёную сталь, какое нужно сверло, как отпустить каленый металл
Сталь лучше сверлить еще до процесса каления, поскольку это не вызовет никаких затруднений. Если же попалась каленая заготовка (большой толщины), отпустите ее, просверлите отверстия стандартным сверлом и повторно произведите закалку, если того требует ситуация. Однако, не всегда этот вариант возможен. Часто бывают ситуации, когда требуется сделать отверстие в заготовке из стали, но она уже сильно закалена. В производстве и народными умельцами, создано множество вариантов и технологий сверления калёной стали. Исходить нужно из той ситуации, тех материалов, которые есть под рукой. Обязательный фактор – цели, ради которых требуется проделывать данную работу.
Если же попалась каленая заготовка (большой толщины), отпустите ее, просверлите отверстия стандартным сверлом и повторно произведите закалку, если того требует ситуация. Однако, не всегда этот вариант возможен. Часто бывают ситуации, когда требуется сделать отверстие в заготовке из стали, но она уже сильно закалена. В производстве и народными умельцами, создано множество вариантов и технологий сверления калёной стали. Исходить нужно из той ситуации, тех материалов, которые есть под рукой. Обязательный фактор – цели, ради которых требуется проделывать данную работу.
Порой, чтобы получить отверстие, достаточно сделать прорезь болгаркой. Через нее пропустить винт, далее закрепить заготовку. Чтобы отверстие вышло меньше, его нужно делать с 2 сторон. Диск при этом используется наименьшего диаметра. Лучше будет практически стертый диск.
Перед работами сталь необходимо обследовать на твердость. Уже отталкиваясь от этого выбирать метод. Если заготовка хорошо гнется, подойдет сверло с победитовыми напайками, т.е. по бетону. Обязательное условие – оно должно быть острое. Заточить его можно алмазным кругом. В противном случае требуется использование специальных инструментов.
Если заготовка хорошо гнется, подойдет сверло с победитовыми напайками, т.е. по бетону. Обязательное условие – оно должно быть острое. Заточить его можно алмазным кругом. В противном случае требуется использование специальных инструментов.
Во время работ заготовка сильно прижимается дрелью, и ставятся большие обороты. Место сверления предварительно смазывается. Лучше будет изначально использовать сверло меньшего диаметра, а потом заменить на больший. Так снижается площадь сопротивления, повышается эффективность.
Если используется специальное сверло из углеродистых сталей, требуется работать, учитывая следующие тонкости:
- Дрель сильно не прижимать к заготовке;
- Не включать большие обороты.
Следующий метод займет от 2 часов. Сначала металл протравливается серной или азотной кислотой. Из парафина делается бортик, туда закапывается кислота. Диаметр «глазка» получается чуть шире, нежели сам борт, поэтому делая его, учитывается этот нюанс. Для ускорения процесса заготовка подогревается до 50 градусов.
Для ускорения процесса заготовка подогревается до 50 градусов.
Также отверстие делается обычным сварочным аппаратом. Само место прожигается, либо «отпускается», а далее просто просверливается. Оплавленные края необходимо зашлифовать.
На производствеДля сверления более толстых каленых заготовок используют специальные станки. В них сверло крепится в специальном сверлильном патроне, который закреплен коническим хвостом в пиноли задней бабки. Работа по сверлению осуществляется благодаря линейной подаче сверла и колеса подачи пиноли. При этом и заготовка, и сверло вращается. Максимальный используемый диаметр сверла составляет 1,5 сантиметра. Сверла больших размеров закрепляются хвостиком с переходными втулками. Они идут стандартных размеров. Их называют конусами Морзе.
Сверла бывают:
- Спиралевидные с цилиндрическими и коническими хвостовиками. Ими можно сверлить не только закаленную сталь, но и чугун, а также другие «крепкие» материалы;
- С пластинами из твердосплавных материалов.

- Сверла глубокого сверления. Используются в тех случаях, когда проделывается отверстие глубиной в 5 раз больше диаметра сверла.

Перед работами поверхность заготовки обрабатывается. Также делается углубление центровочным сверлом. В противном случае сверло начинает «гулять» перед листом стали, и отверстие смещается от центральной оси вращения.
Глубина отверстия контролируется нанесенными насечками с разметкой на пиноли. Если на ней предусмотрен лимб, то глубина сверления получится с точностью до 0,01 миллиметра. Сверлить необходимо в несколько этапов. Сделав отверстие глубиной в 2 мм, сверло выводится из стали и удаляется стружка (из отверстия и выводных каналов сверла). После чего процесс продолжается. Если не соблюдать данную технологию, сверло может заклинить и сломаться. Надо не забывать использовать смазочную жидкость.
Прежде, чем приступать к сверлению, необходимо помнить, что диаметр отверстия получается больше, нежели диаметр сверла. Эта величина называется разбивка. Для сверла диаметром 1 сантиметр разбивка составит 0,15 миллиметра. Разбивка возникает из-за недостаточной точности во время заточки сверла.
Эта величина называется разбивка. Для сверла диаметром 1 сантиметр разбивка составит 0,15 миллиметра. Разбивка возникает из-за недостаточной точности во время заточки сверла.
Чтобы получить высококачественное отверстие, на первом этапе используется сверло, размер которого составляет 70% диаметра необходимого отверстия. На втором этапе оно меняется и используется необходимого размера. Более точную обработку получают, применяя зенкерование и развертывание.
ЗенкерованиеПрименяется для литых обработанных заготовок с предварительно просверленными отверстиями. Зенкеры помогают улучшить чистоту поверхности, повышают точность для дальнейшей развертки. В сравнении со стандартными сверлами они имеют три, либо более, винтовые канавки и короткую режущую часть. При зенкеровании используйте смазочную жидкость. Скорость оборотов шпинделя должна быть ниже, чем при сверлении.
Инструмент, который предварительно и окончательно обрабатывает отверстие с необходимой точностью. Диаметр отверстия, которое подготавливается для развертки, должно быть меньше на пол сантиметра самой развертки. Обороты шпинделя должны быть не большие, 50-200 в минуту. При развертке также используется смазочная жидкость.
Диаметр отверстия, которое подготавливается для развертки, должно быть меньше на пол сантиметра самой развертки. Обороты шпинделя должны быть не большие, 50-200 в минуту. При развертке также используется смазочная жидкость.
Во время расточки используются резцы:
- Расточный изогнутый. Обрабатывает сквозное отверстие перед черновой обработкой;
- Расточный подрезной. Обрабатывает глухие отверстия. Подрезает внутренние углы торцов;
- Канавочный. Применяется не часто. По большей части для резьбовых канавок. Изготавливают резцы из твердой стали;
Контроль размера
После получения отверстий проводится контроль размеров. Для замеров используют штангенциркуль. Если проделанное отверстие имеет уступы, либо длины измерительных губок штангенциркуля не достаточно, чтобы замерить размер отверстия, используют калибры (измерительные пробки). Это два измерительных цилиндра. Один из них равен диаметру отверстия, второй больше на 0,3 мм. Во время измерения цилиндр «по размеру» погружается в «глазок», второй же входить туда не должен. При штучном производстве такие калибры можно изготовить самому. На производстве используют приборы с высокой точностью измерения.
Один из них равен диаметру отверстия, второй больше на 0,3 мм. Во время измерения цилиндр «по размеру» погружается в «глазок», второй же входить туда не должен. При штучном производстве такие калибры можно изготовить самому. На производстве используют приборы с высокой точностью измерения.
Простой способ сверления закаленной стали
Если вы можете сверлить металл, то, конечно же, вам не следует бояться сверления закаленной стали, потому что применяются те же методы. Прочтите ниже, что говорят клиенты о своем опыте сверления закаленных металлов, а затем посмотрите видеоролики о сверлах TTP HARD в действии.
Сверление закаленной стали: видеоролики Посмотрите видеоролики о сверлении закаленного металла с помощью кобальтовых сверл TTP HARD. Вы увидите, как легко можно сверлить Hardox 450 при правильной скорости, давлении и большом количестве смазочной пасты. Так же 12.9Болт с цилиндрической головкой легко просверливается, когда сверло работает, а периоды отдыха предотвращают перегрев сверла. Наконец, вы увидите, как маховик BMW и даже стальной фаркоп JCB сверлят без каких-либо усилий, используя правильную скорость, давление и смазку.
Наконец, вы увидите, как маховик BMW и даже стальной фаркоп JCB сверлят без каких-либо усилий, используя правильную скорость, давление и смазку.
(см. Ниже).
A) Лучшие сверла для закаленной стали: отзывы клиентов Мы выбрали несколько отзывов клиентов, чтобы дать вам представление о некоторых закаленных металлах и сталях, через которые можно сверлить кобальтовые сверла TTP HARD. Вы увидите, сверлите ли вы закаленный 12,9болт или шпилька выпускного коллектора, следуя основным принципам сверления, вы добьетесь такого же успеха.
Вы увидите, сверлите ли вы закаленный 12,9болт или шпилька выпускного коллектора, следуя основным принципам сверления, вы добьетесь такого же успеха.
«СВЕРЛЕНИЕ ШПИЛЬОК ВЫПУСКНОГО КОЛЛЕКТОРА»
«Они потрясающие. У меня все еще не было времени использовать их по прямому назначению — высверливать шпильки выпускного коллектора, но я попробовал их на паре болтов, чтобы увидеть, как они работают, и был очень впечатлен! Рассказал о них кучке друзей. Надеясь получить совместный заказ вместе. Я хочу больше размеров или один из наборов!»
R Scott Martin
«СВЕРЛЕНИЕ ЧЕРЕЗ ЗАКАЛЕННЫЙ ПРУТОК»
«Эти сверла работают исключительно хорошо. Они намного превосходят все, что я могу купить на месте. Доставка очень быстрая. Мне удалось просверлить отверстие диаметром 3/8 дюйма в закаленном прутке толщиной 1-1/4 дюйма. Я, должно быть, перепробовал дюжину обычных кобальтовых долот, прежде чем купить этот комплект. Люби их».
Люби их».
Брайан Уоттс
«СВЕРЛЕНИЕ БОЛТОВ НА РАСТЯЖЕНИЕ»
«Я был очень доволен покупкой прочных сверл, они позволили мне высверлить несколько сломанных растяжимых болтов из головки блока цилиндров мотоцикла 25-летней давности, неудача в этом означала бы поиск новой головки или отказ от проекта. ».
ДЖИМ Дж.
«ПРОШЕЛ БОЛТ 8 КЛАССА»
«Я давно этим занимаюсь и никогда не видел таких хороших бит. На моем тесте они скрутили болт гр 8 на прессе со смазанным маслом. Когда я тестировал хордовую дрель, я обнаружил, что можно сломать сверло, если оно не идеально прямоугольное. На машине со сломанной шпилькой выхлопа это было фантастика, они кусаются как сумасшедшие. Я собираюсь подарить их своим мучительным друзьям».
Robert Sacklow
B) Как сверлить закалённую сталь Вам следует прочитать наше 6-шаговое руководство по сверлению металла, потому что те же самые правила применимы и к сверлению твёрдых сплавов.
Еще одно хорошее руководство — советы семейного мастера по сверлению отверстий в металле.
Если вы можете сверлить металл, то, конечно же, вам не следует бояться сверления закаленной стали, потому что применяются те же методы. Прочтите ниже, что говорят клиенты о своем опыте сверления закаленных металлов, а затем посмотрите видеоролики о сверлах TTP HARD в действии.
Сверление закаленной стали: видеороликиПосмотрите видеоролики о сверлении закаленного металла с помощью кобальтовых сверл TTP HARD. Вы увидите, как легко можно сверлить Hardox 450 при правильной скорости, давлении и большом количестве смазочной пасты. Точно так же болт с головкой под головку 12,9 легко просверливается, когда сверло работает, а периоды отдыха предотвращают перегрев сверла. Наконец, вы увидите, как маховик BMW и даже стальной фаркоп JCB сверлят без каких-либо усилий, используя правильную скорость, давление и смазку.
A) Лучшие буровые биты для закаленной стали: обзоры клиентов B) Как просверлить закаленную сталь (см. Ниже)
Ниже)
Мы выбрали несколько отзывов клиентов, чтобы дать вам представление о некоторых закаленных металлах и сталях, которые можно просверливать кобальтовыми сверлами TTP HARD. Вы увидите, сверлите ли вы закаленный 12,9болт или шпилька выпускного коллектора, следуя основным принципам сверления, вы добьетесь такого же успеха.
Отзывы покупателей«СВЕРЛЕНИЕ ШПИЛЬОК ВЫПУСКНОГО КОЛЛЕКТОРА»
«Они потрясающие. У меня все еще не было времени использовать их по прямому назначению — высверливать шпильки выпускного коллектора, но я попробовал их на паре болтов, чтобы увидеть, как они работают, и был очень впечатлен! Рассказал о них кучке друзей.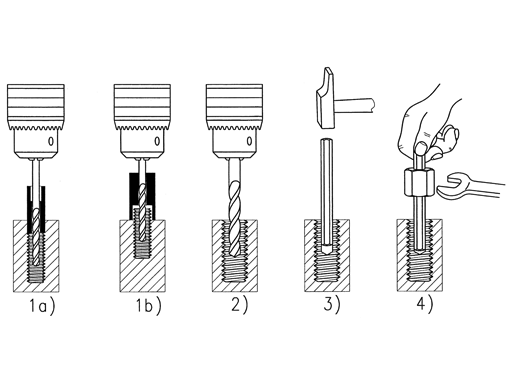 Надеясь получить совместный заказ вместе. Я хочу больше размеров или один из наборов!»
Надеясь получить совместный заказ вместе. Я хочу больше размеров или один из наборов!»
R Scott Martin
«СВЕРЛЕНИЕ ЧЕРЕЗ ЗАКАЛЕННЫЙ ПРУТОК»
«Эти сверла работают исключительно хорошо. Они намного превосходят все, что я могу купить на месте. Доставка очень быстрая. Мне удалось просверлить отверстие диаметром 3/8 дюйма в закаленном прутке толщиной 1-1/4 дюйма. Я, должно быть, перепробовал дюжину обычных кобальтовых долот, прежде чем купить этот комплект. Люби их».
Брайан Уоттс
«СВЕРЛЕНИЕ БОЛТОВ НА РАСТЯЖЕНИЕ»
«Я был очень доволен покупкой прочных сверл, они позволили мне высверлить несколько сломанных растяжимых болтов из головки блока цилиндров мотоцикла 25-летней давности, неудача в этом означала бы поиск новой головки или отказ от проекта. ».
ДЖИМ Дж.
«ПРОШЕЛ БОЛТ 8 КЛАССА»
«Я давно этим занимаюсь и никогда не видел таких хороших бит. На моем тесте они скрутили болт гр 8 на прессе со смазанным маслом. Когда я тестировал хордовую дрель, я обнаружил, что можно сломать сверло, если оно не идеально прямоугольное. На машине со сломанной шпилькой выхлопа это было фантастика, они кусаются как сумасшедшие. Я собираюсь подарить их своим мучительным друзьям».
На моем тесте они скрутили болт гр 8 на прессе со смазанным маслом. Когда я тестировал хордовую дрель, я обнаружил, что можно сломать сверло, если оно не идеально прямоугольное. На машине со сломанной шпилькой выхлопа это было фантастика, они кусаются как сумасшедшие. Я собираюсь подарить их своим мучительным друзьям».
Robert Sacklow
B) Как сверлить закалённую стальВам следует прочитать наше 6-шаговое руководство по сверлению металла, потому что те же самые правила применимы и к сверлению твёрдых сплавов.
Еще одно хорошее руководство — советы семейного мастера по сверлению отверстий в металле.
Обработка с ЧПУ | Высверливание закаленных болтов, вероятно, 60 по Роквеллу!?!? | Практик-механик
джбраш
Пластик
- #1
Вот, ребята! Во-первых, мы занимаемся восстановлением турбин. Когда эти турбины приходят в дом, они уже были в полевых условиях и подверглись полному насилию! При высоких оборотах турбонагнетателя и количестве раз, когда он был нагрет и остыл, болты в этой штуке закалены. Потом, когда разбираем корпус турбины(горячий бок-чугун), так как некоторые наши ребята не могут следить за процессом, болты срезаются пламенем, дополнительно закаливая их. Так что теперь, когда мы идем на станок, чтобы высверлить болты, мы смотрим на твердость по Роквеллу около 60-65. Излишне говорить, что сверла этого не любят.
Болт никогда не бывает перпендикулярен поверхности отливки, поэтому мы:
A. Используйте концевую фрезу, чтобы отрезать его, если он находится над поверхностью, что теперь делает сверло перпендикулярным, исключая перемещение при входе
B. Используйте сверло с твердосплавным напылением 140*, если болт сломан под поверхностью, и сверло не ходит.
Мы используем твердосплавные сверла с длиной винта 135*. Нет точки разделения. 2 Флейта. правый вырез.
Иногда болт высвобождается и проскальзывает в отверстии, откалывая сверло.
В настоящее время у меня есть специально заточенные сверла с прямой канавкой и левосторонней насечкой, чтобы протестировать этот процесс. Теоретически, если я смогу потянуть этот болт вверх к шпинделю, это может помочь его вырезать. До тех пор я заказал несколько концевых фрез LH, которые я собираюсь попробовать сегодня. Они 4 флейты. Я хотел 2 флейты, но не мог найти. Наш текущий процесс в среднем обходится нам в 4 сверла в день по цене более 30 долларов за штуку.
Размер 21/64
У меня вопрос: где бы кто-нибудь из вас использовал эти концевые фрезы? Я думал 30SFM и 0,002 на оборот.
У кого-нибудь есть лучшие предложения, что попробовать?
Я рассматривал сверла YG dream и аналог от MA Ford, оба предназначены для высоких Rc, но я все еще думаю, что лучше подойдет сверло с прямой канавкой с левосторонней насечкой.
Спасибо за ваше время,
Джастин
Рстюарт
Нержавеющая сталь
- 9Это для сверла Sure LH с прямой канавкой из карбида
- #3
- #4
- #5
- #6
- #7
- #8
- #9
- #10
- #11
- #12
- №13
- №14
- №15
- №16
- # 17
- # 18
- # 19
БМП
Пластик
Я не думаю, что болты 60 rc
Когда я снимаю болты с коллекторов и турбин, я просто пропитываю их дизельным топливом на ночь, а затем использую левостороннюю дрель для снятия
Единственный раз, когда я использую карбид, это когда кто-то пытался выкрутить болт и сломал сверло или метчик в отверстии
Курт Б
Чугун
Похоже, вы проходите через это достаточно часто, чтобы оправдать дезинтегратор:
Электродуговые дезинтеграторы металлов, настольные, модель 2SA, серия
джбраш
Пластик
@Curt B… Вообще-то у нас дома есть дезинтегратор. Для того, чтобы это было эффективно, мне нужно около 50 таких машин. В настоящее время мы разбираем и восстанавливаем около 300 турбин в день.
г-кодер05
Титан
Мне любопытно, вы собираетесь использовать левосторонний инструмент для извлечения болта на станке с ЧПУ или вручную? Причина в том, что я не думаю, что ось Z поймет, что болт выходит, и вы собираетесь уничтожить инструмент.
Джеймс Ледерер
Горячекатаный
Да, использование левосторонней насадки для выкручивания сломанного винта — это единственный случай, когда вы хотите, чтобы насадка схватила вас и попыталась вывернуть руку. Хотя такое случается редко и обычно винт выкручивается без особых усилий, как по волшебству.
джбраш
Пластик
Нет, ось z не распознала бы его. И, да, я собираюсь попробовать это на ЧПУ, зная, что в конечном итоге произойдет. Я собираюсь попробовать с одним и посмотреть, что он делает. Я использую остальное на радиальной дрели. Мне просто нужно придумать способ сделать это быстро, не прибегая к смехотворному количеству инструментов.
Карбид Боб
Алмаз
Мое первое предположение было бы, Левая рука, прямая канавка (штамповочное сверло), цельный карбид в ручном станке.
Найдите местный источник, чтобы переточить сломанные инструменты, вытащите их раньше, чем сломаете.
На ЧПУ вам понадобятся правые инструменты. Если болт высвободится левой рукой, стандартный станок с ЧПУ ничего не узнает, и вы испортите инструмент.
При 4-х сверлильных работах в день вызовите своего представителя по инструментам и передайте ему проблему.
Боб
Липовый Сами
Алмаз
Производительность Stikes me может быть увеличена в наибольшей степени за счет изготовления быстро и легко устанавливаемого шаблона для сверления с закаленными втулками для сверления, совпадающими с центром каждого болта.
тревж
Титан
Раньше я делал много болтов на 1/4 и 5/16 дюйма, которые застревали в своих отверстиях.
Неизбежно они пришли в магазин с отрезанными головами.
Используется для сохранения всех 1/4 концевых фрез из карбида вольфрама, которые были сломаны и слишком далеко отшлифованы, чтобы их можно было использовать для фрезерования. Увеличьте обороты в мельнице, пропустите ЭМ по хвостовику, удалите остатки экстрактором. Если конец крошился, его можно было заточить вручную на зеленом шлифовальном станке. Грубо, но достаточно, и он использовал резак для отходов
Я вижу дорогое убожество, пытаясь использовать сверла LH в чем-то другом, кроме сверла с рычажной подачей. Лучше открутить остатки болта от режущего инструмента, чем врезаться в него. Как только он повернется, он выйдет, как правило.
Лучше открутить остатки болта от режущего инструмента, чем врезаться в него. Как только он повернется, он выйдет, как правило.
Мне нравится идея со сверлильным станком.
Можете ли вы снабдить демонтажные бригады отрезными кругами на шлифовальных станках, а не горелками?
Ура
Трев
Липовые Сами
Алмаз
Я предпочитаю такие сверла со стеллитом. IME менее подвержен повреждениям, чем карбид.
СТЕЛЛИТОВОЕ СВЕРЛО 11 ММ — Buck & Hickman
YMMV
экраныне
Горячекатаный
Я думаю, что сверла LH – это ошибка. Если болт вращается, сверло не сколется (как ваши правосторонние сверла), оно взорвется.
Тяжелый металл
Запрещено
Перед снятием головки следует провести сухую промывку TIG с последующим резким постукиванием молотком и пробойником.
Onley занимает секунды, но экономит часы.
дуг925
Титан
Я бы отнесся к этому так же, как к фрезерованию сломанных метчиков из быстрорежущей стали:
1) установите приспособление на ручную фрезу
2) возьмите тупую, старую или сколотую твердосплавную фрезу 5/16 дюйма
3) поверните ее примерно на 800 об/мин. sfm
4) опустите инструмент на срезанный болт и удерживайте постоянное прижимное усилие (твердое, но не слишком сильное)
5) карбид нагреется и отожжет болт задолго до того, как карбид разрушится
6) прорезать болт, используя воздушный поток, чтобы избавиться от стружки (возможно, вы захотите время от времени проклевывать фрезу, чтобы помочь с удалением стружки)
Это прикосновение, и его довольно сложно описать в словах.
Я делаю это все время из-за щелкавших метчиков, которые не требуют похода в местный магазин электроэрозионной обработки.
Удачи.
Дуг.
Лумис
Алюминий
Пробовали ли вы приваривать TIG плоскую шайбу к болту, а затем гайку к шайбе? Я часто удаляю сломанные болты из чугуна, используя этот метод. Даже если болт находится ниже поверхности, его можно нарастить, чтобы приварить к нему шайбу. Дайте ему полностью остыть и подвигайте его вперед и назад, используя накидной ключ и молоток, чтобы постучать по ключу. Не тяните за гаечный ключ, иначе сварной шов сломается. На закаленных болтах я использую нержавеющий сварочный пруток.
Ревелстоун
Алюминий
Санквик делает дрель. Я думаю, это называется дрелью с жестким резом. По сути, это лопаточная дрель, и она отлично работает. Я использую их для сверления метчиков. Я сэкономил сборку за 100 000 долларов, в которой сломал метчик 7/16-24. Они отлично работают. Чипсы выходят в виде порошка. На нем есть обратные грабли, и он просто режет с трением.
Я думаю, это называется дрелью с жестким резом. По сути, это лопаточная дрель, и она отлично работает. Я использую их для сверления метчиков. Я сэкономил сборку за 100 000 долларов, в которой сломал метчик 7/16-24. Они отлично работают. Чипсы выходят в виде порошка. На нем есть обратные грабли, и он просто режет с трением.
джбраш
Пластик
@trevj- Разборка оснащена отрезными кругами, чтобы сделать это, но ребята обнаружили, что гораздо быстрее использовать горелку, хотя их процесс не требует этого. Это решается.
@Limy Sami – Какой SFM и скорость подачи вы бы порекомендовали для этих сверл? Могу принести на пробу. Я готов попробовать что угодно.
Я готов попробовать что угодно.
Думаю, я отменю заказ на буровые долота LH из-за отзывов всех здесь присутствующих. Из-за такого большого объема я не вижу возможности приварить гайку к болту и освободить его. У меня нет мужской силы.
@Doug925 и trevj. Я считаю ваши идеи лучшим решением. Я собираюсь сделать тест сегодня.
Я очень благодарен всем за помощь. Я так рад, что этот форум здесь, где можно поделиться знаниями и мудростью.
Ипммиллер
Чугун
Курт Б сказал:
Похоже, вы проходите через это достаточно часто, чтобы оправдать дезинтегратор:
Электродуговые дезинтеграторы металла, настольные модели 2SA серии
Нажмите, чтобы развернуть.
 ..
..Мне нравится, как это звучит… “принеси мне десентегратор… дело вот-вот станет серьезным”
это не поможет оператору с объемом и материалом, но я подумал, что упомяну об этом для
будущих проблем , у меня был маленький Ал. и часть из нержавеющей стали, я сломал небольшой метчик из быстрорежущей стали, последняя операция после 2-дневной обработки / возни с прототипом, и я где-то читал о метчиках для растворения «квасцов», поэтому я попробовал, и это сработало отлично. Они продаются на острове специй в бакалейной лавке, используются для консервирования, я помещаю все 1-2 унции квасцов в неглубокую керамическую посуду с водой, достаточно глубокой, чтобы погрузить часть, и довожу до кипения, опускаю часть и Через 6 часов крана НЕТ. За час или около того он съест достаточно режущих кромок, чтобы вытолкнуть метчик. Это, по-видимому, работает только для алюминиевых деталей, но не повредило нержавеющую сталь, за исключением нескольких очень крошечных ямок, где, я думаю, в материале был углерод.